A large-scale welding project might be something you could face once in your lifetime or a common denominator of your work operations. Whatever the case, everyone agrees that large-scale welding projects are different every time, because of the area, conditions, and materials available.
When planning a large-scale welding project there is a number of variables to consider, like the applications, consumables, processes, equipment, and staff needed to carry on. Let’s break down all these factors one by one.
What is considered a large-scale welding project?
A large-scale welding project can be defined as one that requires significant resources, equipment, and personnel to complete. The exact scale of a welding project can vary depending on the industry. Generally, a project that involves the welding of a large structure, equipment, or pipeline, which may take several months or even years to complete, can be considered a large-scale welding project.
Some examples of large-scale welding projects include constructing large buildings, bridges, ships, offshore oil platforms, and pipelines for oil and gas transportation. These welding projects require significant planning, coordination, and execution to ensure that they are completed safely, efficiently, and within the specified timeframe and budget.
In addition to the size of the project, other factors such as the complexity of the welding work, the types of materials being welded, and the required welding certifications can also influence whether a project is considered large-scale or not.
Examples of large-scale welding projects
A large-scale project would typically involve welding large structures or components, such as:
Construction projects: Welding large steel structures, such as bridges, high-rise buildings, or stadiums, would be considered a large-scale welding project.
Shipbuilding: Welding large steel plates to build ships or other marine vessels.
Oil and gas industry: Welding large pipelines, storage tanks, or drilling rigs, to name a few.
Heavy equipment manufacturing: Welding large components for heavy machinery, such as bulldozers, cranes, or excavators.
Aerospace industry: Welding large metal structures for aircraft, such as wings or fuselages.
Overall, a large-scale project would involve welding large and complex structures or components that require specialized equipment and skilled welders to complete the job safely and efficiently.
Define the application
Should you have a large-scale welding project to tackle, one of the first things to define is how welding needs to be applied. For this, you need to see in detail how the workpieces are going to be joined, what preparation they might need, the welding positions to use, and how the environment is. Let’s review all this.
How should a surface be prepared for welding?
Surface preparation is an important step in the welding process as it can have a significant impact on the quality and strength of the weld. Here are the general steps for preparing a workpiece for welding:
Cleaning: The surface to be welded should be thoroughly cleaned to remove any oil, grease, dirt, rust, or other contaminants that can negatively affect the quality of the weld. This can be done using solvents, wire brushes, sandblasting, or other cleaning methods.
Beveling: Depending on the type of weld joint and the thickness of the materials being welded, the edges of the materials may need to be beveled to create a groove for the weld to be deposited into. Beveling can be done using a beveling machine, a grinder, a plasma cutter, or other cutting tools.
Fit-up: The materials to be welded should be properly aligned and positioned to ensure that the weld will penetrate through the entire thickness of the joint. The fit-up can be adjusted using clamps or other tools to hold the materials in place.
Preheat: In some cases, preheating the materials before welding can help reduce the risk of cracking or distortion during the welding process. Preheat temperatures and times will vary depending on the type and thickness of the materials being welded.
Tack welding: Tack welding is the process of temporarily joining the materials together with small welds to hold them in place during final welding. Tack welding can be done using a MIG, TIG, or stick welding process.
By properly preparing the surface before welding, you can ensure that the weld will be strong and have good penetration, resulting in a high-quality finished product.
What welding positions might be needed?
There are several welding positions that are used to describe the orientation of the weld joint and the position of the welder. The most common welding positions are
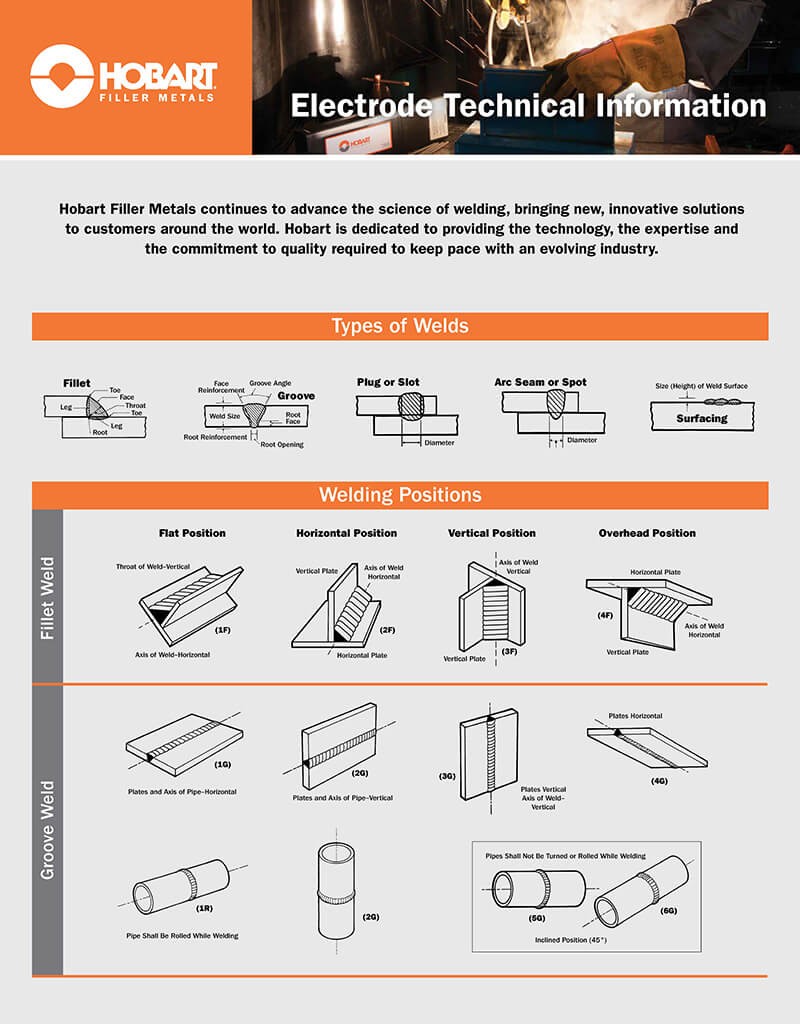
Flat position (1F or 1G): This is a horizontal welding position where the weld joint is in a horizontal plane, and the welder is positioned above the joint.
Horizontal position (2F or 2G): In this welding position, the weld joint is in a vertical plane, and the welder is positioned at a right angle to the joint.
Vertical position (3F or 3G): This welding position has the weld joint in a vertical plane, and the welder is positioned either above or below the joint.
Overhead position (4F or 4G): This is a welding position where the weld joint is overhead, and the welder is positioned beneath the joint.
In addition to these basic positions, there are also variations of these positions that are designated by adding letters to the basic position numbers. For example, a 2F position may also be designated as 2F-HL, which means the welder is welding from the high side to the low side.
Other variations include
5G – Welding a fixed pipe
6G – Welding a fixed pipe at a 45-degree angle
The 5G and 6G positions are used when what is going to be welded is set in place, so the operator cannot move it. In the 5G position, the pipe is fixed at one or both ends and the welder must travel in one of two directions, either vertical-up or vertical-down. In the 6G position, the pipe is fixed at a 45-degree angle. It is not a surprise that both welding positions require specific training and certification for the operators.
Most likely your large-scale welding project would include several of these positions, so it is important to double-check that the operators are trained for the ones required.
Knowing the different welding positions is important for welders to properly position themselves and their equipment to achieve the desired results. Feel free to download the welding positions chart created by Hobart.
The environment
Some large-scale welding projects, at least in part, can be performed inside a workshop. For example, some parts of a bridge can be welded in the workshop and later translated into the area. Nevertheless, at some point, the work will have to be performed in the actual place. That is the reason why the environment needs to be taken into account when planning.
As an example, a windy area might require the use of some specific filler metal, while in a very hot place, the equipment might need to be cooled more frequently. All these factors should be considered before starting the job, in order to have the solutions in handy.
Defining the needs related to environmental conditions can help you to know exactly what equipment and consumables you should get. They might vary according to the conditions.
Define the norms to comply and consumable classification
A large-scale welding project is going to build something that is meant to be used by many people, for a long time. So, governments have in place institutes or organizations that regulate how welding is going to be carried out.
In the United States, welding standards and norms are developed and maintained by several organizations, including the American Welding Society (AWS), the American Society of Mechanical Engineers (ASME), and the Occupational Safety and Health Administration (OSHA). Every country might have its own institutes to define these norms, but still many of them refer to the mentioned ones, because of their expertise and reliability. So, let’s take a look at a couple of these institutions and their regulations.
About the AWS
AWS stands for the American Welding Society, which is a non-profit organization that serves as a leading source of information and standards for the welding industry in the United States. The AWS was founded in 1919 and has since become a global organization with members in over 70 countries.
The AWS is dedicated to advancing the science, technology, and application of welding and allied joining and cutting processes. The society develops codes, standards, and guidelines for welding, brazing, soldering, and other related processes, and promotes welding education and certification programs.
This organization publishes a variety of technical documents, including welding standards, handbooks, and research papers. These documents provide guidance and recommendations for welding practices, equipment, and materials, and are widely used in the industry by engineers, technicians, and welding professionals.
Also, the AWS provides training and certification programs for welders and welding inspectors. The Certified Welding Inspector (CWI) program is one of the most widely recognized welding certification programs in the industry and is used to demonstrate knowledge and proficiency in welding inspection.
Overall, the AWS plays an important role in advancing the welding industry by promoting best practices, developing standards and guidelines, and providing training and certification programs for welding professionals.
About the ASME
ASME stands for the American Society of Mechanical Engineers, which is a non-profit professional organization that promotes the advancement of mechanical engineering and related disciplines. The organization was founded in 1880 and has since become a global organization with members in over 140 countries.
The ASME develops standards and codes for mechanical engineering practices, including the design, manufacturing, and maintenance of mechanical systems and equipment. These codes and standards are widely used in various industries, including power generation, oil and gas, transportation, and manufacturing.
One of the most well-known codes developed by ASME is the ASME Boiler and Pressure Vessel Code (BPVC), which sets safety standards for the design, fabrication, inspection, and testing of boilers, pressure vessels, and nuclear power plant components.
The ASME also provides training and certification programs for mechanical engineers and other professionals. The ASME certification programs, such as the Certified Welding Inspector (CWI) program, are widely recognized in the industry and are used to demonstrate knowledge and proficiency in specific areas of mechanical engineering.
In a few words, the ASME plays an important role in promoting safety and advancing the field of mechanical engineering through the development of standards and codes, training and certification programs, and collaboration with industry, government, and academia.
Norms to comply
Here are some of the key norms and standards that must be complied with when welding in the United States:
AWS D1.1: This is the most widely used code for welding steel structures in the United States. It covers everything from design requirements to welding procedures and inspection.
ASME Boiler and Pressure Vessel Code: This code covers the design, fabrication, and inspection of boilers and pressure vessels. Welding requirements for these applications are covered in Section IX of the code.
OSHA standards: OSHA has several standards related to welding safety, including regulations for ventilation, personal protective equipment, and hazard communication.
National Fire Protection Association (NFPA) standards: They cover fire safety requirements for welding and cutting operations.
Also, as part of a large-scale welding project, you might need to produce the following documents:
Welding Procedure Specifications (WPS): A WPS is a written document that outlines the details of the welding procedure, including welding parameters, preheat and post-weld heat treatment requirements, and inspection criteria.
Welder qualification: Welders must be qualified to perform specific welding procedures, and their qualifications must be documented and maintained.
Compliance with these norms and standards is essential for ensuring safe and effective welding practices in the United States. In other countries, similar norms are required. Welding professionals must be knowledgeable about these standards and follow them closely to ensure compliance and maintain high-quality welding standards.
That being said, here are some specific norms to comply with when it comes to large-scale welding projects. Click on any of them to know more.
- AWS D1.1: Structural Welding Code – Steel
- AWS D1.6: Structural Welding Code – Stainless Steel
- ASME Section IX: Boiler and Pressure Vessel Code – Welding and Brazing Qualifications
- ASME B31.1: Power Piping
- ASME B31.3: Process Piping
- API 1104: Welding of Pipelines and Related Facilities
- ISO 5817: Welding – Fusion-welded Joints in Steel, Nickel, Titanium and their Alloys (Quality Levels for Imperfections)
- ISO 9606-1: Qualification Testing of Welders – Fusion Welding – Part 1: Steels
- EN 15085-2: Railway Applications – Welding of Railway Vehicles and Components – Part 2: Quality Requirements and Certification of Welding Manufacturers
- EN 1090-2: Execution of Steel Structures and Aluminium Structures – Part 2: Technical Requirements for Steel Structures
These norms and standards provide guidelines and requirements for various aspects of welding, including welding processes, equipment, materials, qualifications of welders, and quality control. Welders may need to comply with these norms and standards depending on the type of welding work they are performing and the industry they are working in.
The consumable classification
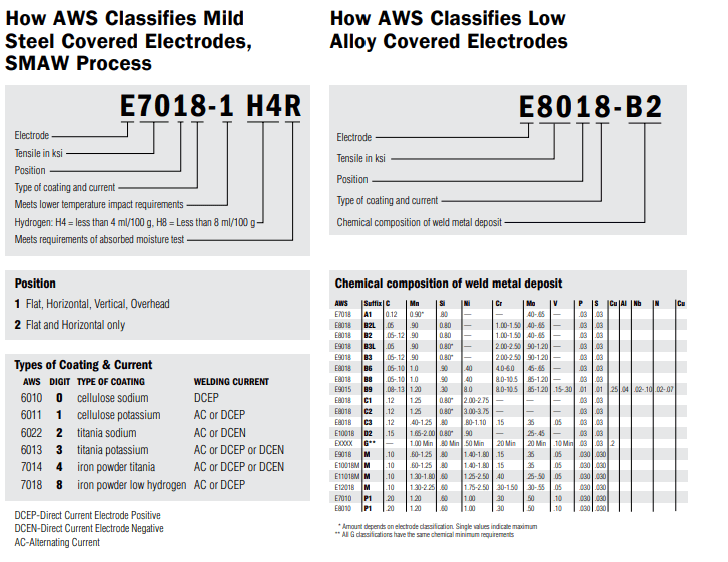
Welding consumables are materials that are used to join two or more metal pieces through welding. These materials include welding electrodes, wires, rods, and fluxes. Welding consumables are classified based on their composition, welding process, and intended use. These organizations use a combination of letters and numbers to indicate the type of electrode or wire, the welding position to use, and the welding current type.
Here are the most common classifications of welding consumables:
AWS (American Welding Society) classification: This classification system is used to identify welding electrodes and wires based on their composition and intended use. This is the most commonly used welding consumable classification in the world.
ISO (International Organization for Standardization) classification: The ISO classification system is used to identify welding consumables based on their chemical composition and mechanical properties.
EN (European Norm) classification: The EN classification system is used in Europe to identify welding consumables based on their chemical composition, mechanical properties, and intended use.
ASME (American Society of Mechanical Engineers) classification: The ASME classification system is used to identify welding electrodes and wires used in a pressure vessel and boiler applications.
By using the appropriate classification system, welders can select the right welding consumables for the job, ensuring a high-quality weld with strong mechanical properties.
What are Non-Destructive Tests?
Non-destructive testing (NDT) is a group of testing techniques used to evaluate the integrity and properties of materials and components without causing damage or destruction to the tested object. NDT is used in various industries, including aerospace, automotive, construction, power generation, and oil and gas.
NDT techniques involve examining the material or component for defects or discontinuities, such as cracks, voids, inclusions, or corrosion, that may affect its performance or safety. The most common NDT techniques include
Visual inspection: This involves examining the surface of the material or component for visible defects or irregularities, such as cracks, corrosion, or surface finish.
Radiography: This involves using X-rays or gamma rays to examine the internal structure of the material or component. Radiography can detect defects such as cracks, voids, and inclusions.
Ultrasonic testing: This involves using high-frequency sound waves to examine the internal structure of the material or component. Ultrasonic testing can detect defects such as inclusions, cracks, and voids.
Magnetic particle testing: This involves applying a magnetic field to the material or component and applying magnetic particles to the surface. The magnetic particles will concentrate at areas of magnetic flux leakage caused by defects such as cracks.
Liquid penetrant testing: This involves applying a liquid penetrant to the surface of the material or component and then applying a developer. The developer will draw out the penetrant from defects such as cracks or porosity.
By using NDT techniques, defects and discontinuities can be detected early, allowing for corrective actions to be taken before the material or component is put into service. NDT can also be used to evaluate the performance and quality of welds and other joining processes.
Choosing a welding process
The process to use is definitely one of the key factors for any large-scale welding project. In most cases, though, is not only one, but a combination of them, chosen based on the materials, deposition rates, and other factors. Let’s review the most widely used welding process, so you can define which ones to use.
SMAW (STICK)
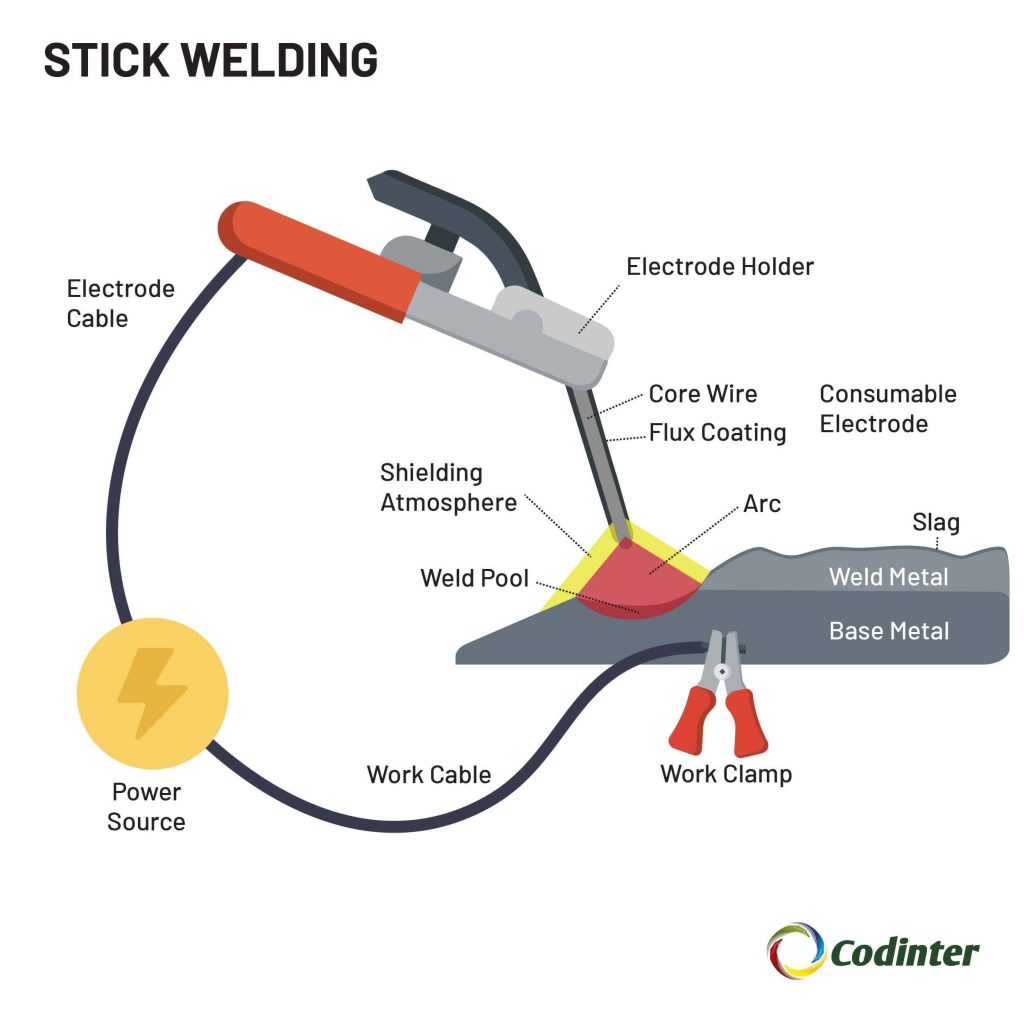
SMAW stands for Shielded Metal Arc Welding, which is also commonly referred to as stick welding. It is a manual welding process that uses a consumable electrode coated in flux to join two pieces of metal together.
During the SMAW process, the welder holds the electrode in one hand and the welding machine in the other. The electrode is then brought into contact with the workpiece and an electric arc is struck between the electrode and the workpiece. The heat from the arc melts the base metal and the electrode, forming a weld pool. The flux coating on the electrode melts and forms a shielding gas that protects the weld pool from contamination by the atmosphere.
As the weld progresses, the welder advances the electrode along the joint, depositing molten metal into the weld pool. The slag produced by the flux coating on the electrode covers the molten metal as it cools, protecting it from the atmosphere and allowing it to solidify into a strong joint.
SMAW welding is a versatile process that can be used to weld a wide range of metals and alloys, including carbon steel, stainless steel, cast iron, and some non-ferrous metals. It is commonly used in construction, fabrication, and repair work, as well as in pipeline and structural steel applications.
One advantage of the SMAW process is its portability, as it does not require a shielding gas supply like some other welding processes. However, it can be more difficult to master than other welding processes and may require more skill and experience to produce high-quality welds.
If you want to know more about the SMAW or STICK welding process, read this article.
GMAW (MIG)
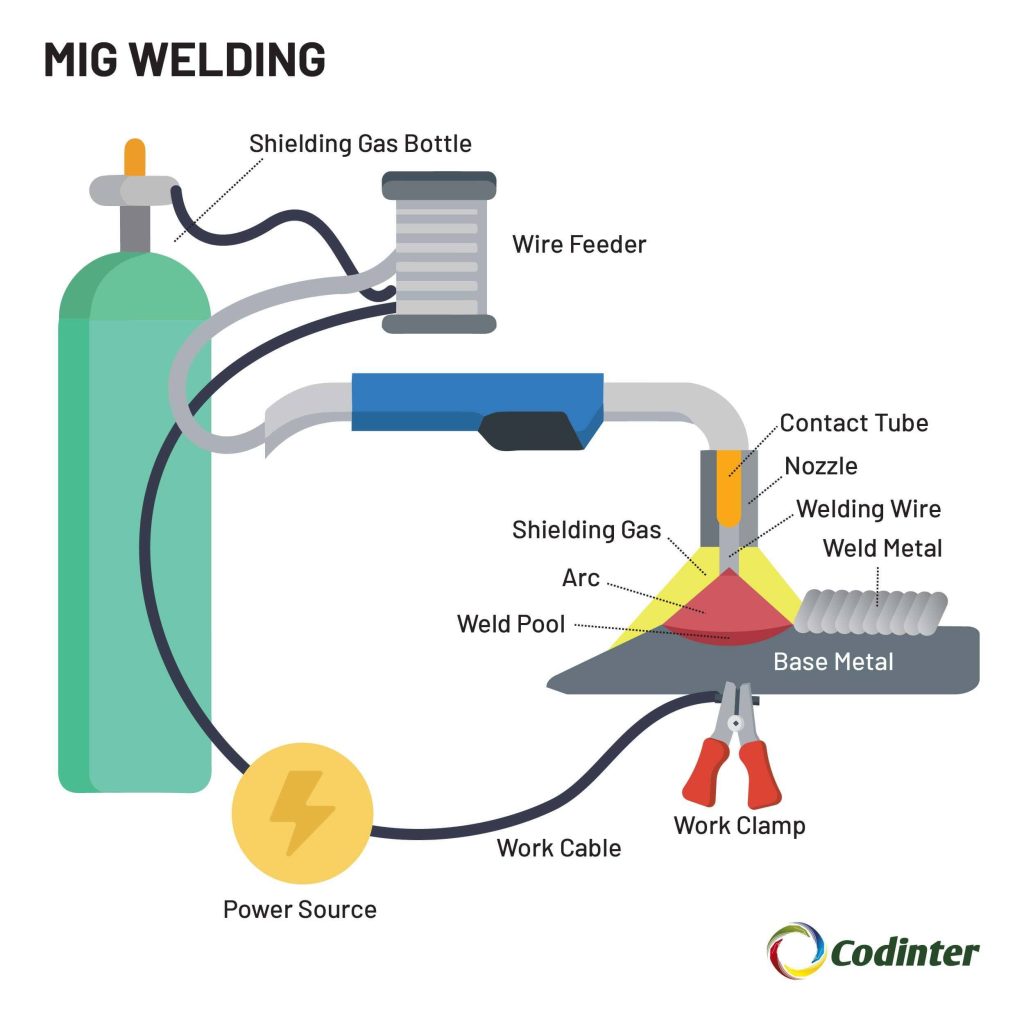
GMAW stands for Gas Metal Arc Welding, which is also commonly referred to as MIG (Metal Inert Gas) welding. It is a welding process that uses a consumable electrode wire and a shielding gas to join two pieces of metal together.
During the GMAW process, the welder holds a welding gun, which feeds the consumable electrode wire into the weld pool. The welding gun also supplies a shielding gas, such as argon or a mixture of argon and carbon dioxide, to protect the weld from contamination by the atmosphere.
An electric arc is struck between the electrode wire and the workpiece, which melts the electrode wire and the base metal, forming a weld pool. The electrode wire is fed into the weld pool, depositing molten metal into the joint.
The shielding gas flows around the weld pool, protecting it from the atmosphere and preventing oxidation, which can weaken the weld. As the weld progresses, the welder moves the welding gun along the joint, depositing a continuous bead of molten metal.
GMAW welding is a versatile process that can be used to weld a wide range of metals and alloys, including carbon steel, stainless steel, aluminum, and other non-ferrous metals. It is commonly used in fabrication, manufacturing, and repair work, as well as in the automotive and aerospace industries.
One advantage of the GMAW process is its high welding speed, as well as the ability to produce high-quality welds with the minimal post-weld cleanup. However, it requires a steady hand and precise control of the welding parameters to produce consistent welds.
If you want to know more about the GMAW or MIG welding process, read this article.
GTAW (TIG)
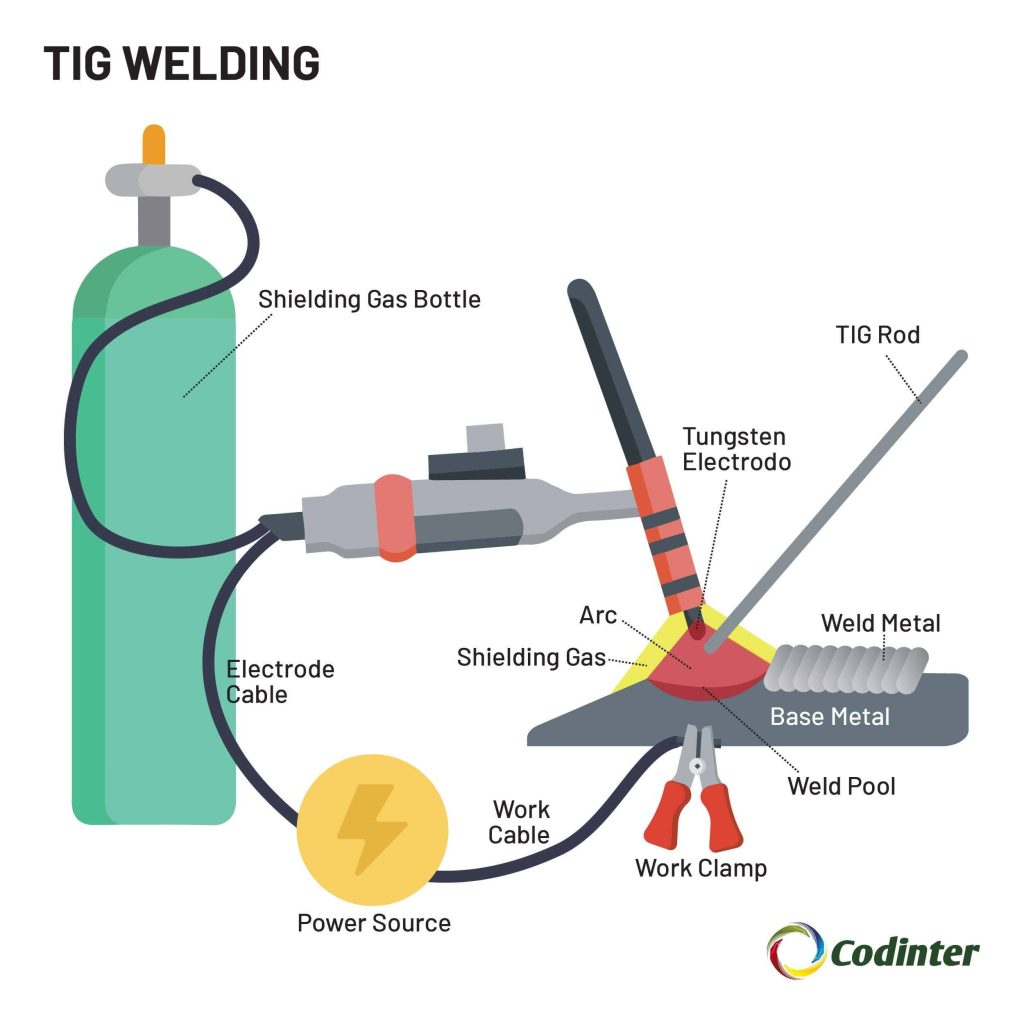
GTAW stands for Gas Tungsten Arc Welding, which is also commonly referred to as TIG (Tungsten Inert Gas) welding. It is a welding process that uses a non-consumable tungsten electrode and a shielding gas to join two pieces of metal together.
During the GTAW process, the welder holds a torch, which holds the non-consumable tungsten electrode and supplies the shielding gas. An electric arc is struck between the tungsten electrode and the workpiece, which heats the base metal and forms a weld pool. The welder then manually adds filler metal to the weld pool, if needed.
The shielding gas, typically argon or a mixture of argon and helium, flows around the weld pool, protecting it from the atmosphere and preventing oxidation, which can weaken the weld. As the weld progresses, the welder moves the torch along the joint, depositing a continuous bead of molten metal.
GTAW welding is a versatile process that can be used to weld a wide range of metals and alloys, including carbon steel, stainless steel, aluminum, and other non-ferrous metals. It is commonly used in aerospace, automotive, and other high-tech industries that require high-quality, precision welding.
One advantage of the GTAW process is its ability to produce high-quality, precise welds with the minimal post-weld cleanup. However, it requires a high level of skill and experience to master, as well as precise control of the welding parameters to produce consistent welds.
If you want to know more about the GTAW or TIG welding process, read this article.
FCAW (Flux-Cored Arc)
FCAW stands for Flux-Cored Arc Welding, which is a welding process that uses a continuously-fed electrode wire and a flux core to join two pieces of metal together.
During the FCAW process, the welder holds a welding gun, which feeds the consumable electrode wire into the weld pool. The electrode wire is covered with a flux core, which melts and forms a shielding gas that protects the weld pool from contamination by the atmosphere.
An electric arc is struck between the electrode wire and the workpiece, which melts the electrode wire and the base metal, forming a weld pool. The electrode wire is fed into the weld pool, depositing molten metal into the joint.
The flux core produces a slag that covers the weld pool as it cools, protecting it from the atmosphere and allowing it to solidify into a strong joint. FCAW welding can be done with or without an external shielding gas, depending on the type of wire used.
FCAW welding is a versatile process that can be used to weld a wide range of metals and alloys, including carbon steel, stainless steel, and some non-ferrous metals. It is commonly used in construction, shipbuilding, and repair work, as well as in pipeline and structural steel applications.
One advantage of the FCAW process is its high deposition rate, which allows for fast welding speeds and high productivity. However, it can be more difficult to master than some other welding processes and may require more skill and experience to produce high-quality welds.
SAW (Submerged Arc)
SAW stands for Submerged Arc Welding, which is a welding process that uses a continuously-fed electrode wire and a granular flux to join two pieces of metal together.
During the SAW process, the welder holds a welding gun, which feeds the consumable electrode wire into the weld pool. The welding gun is also equipped with a hopper that holds the granular flux, which is dispensed around the electrode as it enters the weld pool.
An electric arc is struck between the electrode wire and the workpiece, which melts the electrode wire and the base metal, forming a weld pool. The granular flux is melted by the heat of the arc and forms a molten slag that covers the weld pool.
The slag acts as a barrier, preventing the weld pool from being exposed to the atmosphere and protecting it from contamination. As the weld progresses, the welder moves the welding gun along the joint, depositing a continuous bead of molten metal.
SAW welding is a highly productive process that can be used to weld thick sections of steel quickly and efficiently. It is commonly used in the fabrication of pressure vessels, boilers, and structural steel, as well as in pipeline and shipbuilding applications.
One advantage of the SAW process is its high deposition rate and ability to produce high-quality, defect-free welds with the minimal post-weld cleanup. However, it requires specialized equipment and may not be suitable for all welding applications.
Equipment needed for large-scale welding projects
Once you have defined the processes and consumables regarding your large-scale welding project, it is time to find the equipment required to tackle the job. Nowadays, technological advances have made welding machines to be more reliable and most of them include several very valuable functions. So, it is a good idea to overview some of these technologies that can enhance your welding job, and after that, find the equipment that fits into those requirements.
Let’s take a look at 2 technologies that have been quite innovative in the welding field: ArcReach and Auto-Line.
ArcReach®
ArcReach technology lets operators make parameter adjustments right at the weld joint by using a remote or wire feeder. The result: more arc-on time, a safer workplace, and improvements to your bottom line. When operators can spend more time welding and less walking around, they save time and money.
Every year, outdated welding equipment wastes hundreds of productive work hours, as well as thousands of dollars in profit, by forcing operators to make numerous walks from the weld joint to the welding machine. The ArcReach technology solves this and is included in many Miller® welding solutions like the new XMT® 350 FieldPro™ systems, Trailblazer® welder/generators, and Big Blue® welder/generators.
See it in action in the following video.
Auto-Line
Auto-Line is a power management technology that delivers consistent, powerful arcs using single-phase or three-phase electrical service from 110V to 575V. Even “dirty” power with dips and spikes can be handled with Auto-Line.
The features of the Auto-Line technology are:
- Maintain a Stable Arc: “Dirty” or inconsistent input power can exist in the field or in the shop, and it can affect welding arcs
- Work Anywhere: Sometimes, you don’t know what kind of AC power is available. With Auto-Line technology, it doesn’t matter
- Save Time and Money: Many machines need to be linked to AC power, which delays work and increases expenses
- Run More Machines: Auto-Line machines draw less primary amperage, so you can run more equipment on one circuit.
See this by yourself in the following video.
Miller welding equipment for large-scale welding projects
We have been Miller’s international distributors for decades. Miller’s welding equipment has proved time after time to be reliable, trustworthy, and efficient.
That is why, when thinking about the equipment needed for a large-scale welding project, we cannot help but choose some of their machines. Here is some basic welding equipment you might need.
Miller ArcReach® Stick/TIG Remote
Portable and lightweight, the Miller ArcReach stick/TIG remote paired with a Dimension, XMT, or compatible engine-driven ArcReach power source allows you to change weld settings at your work area, saving a trip to the power supply.
No extra control cable to purchase, maintain, string, or unstring, allowing you to save time and money.

ArcReach® SuitCase® 12, Heavy Duty
The Miller ArcReach SuitCase 12 Heavy Duty model is specifically designed for applications using 3/32-inch wire.
It includes Cable Length Compensation (CLC™) which ensures that the voltage a weld operator sets is the voltage they get by automatically adjusting voltage based on weld cable length, even hundreds of feet away from the power source.

XMT® 350 FieldPro™, Tweco®
The Miller XMT 350 FieldPro systems maximize weld quality, reduce training time and minimize weld defects even while using weld cables that are hundreds of feet long.
The Miller XMT 350 FieldPro welding machine and ArcReach accessories have been extensively field-proven and deliver the performance you need with ruggedly constructed internal components and Wind Tunnel Technology™.

Dimension™ 650 with ArcReach™ 380/460V
The Miller Dimension™ 650 has been developed for harsh environmental conditions and output requirements that range from power-intensive to precise. ArcReach provides remote control of the power source without a cord, saving time and money.
The Miller Dimension™ 650 is rugged and durable inside and out. All aluminum construction makes the machine resist corrosion for long life. Includes exclusive technologies including such as Wind Tunnel Technology™ and Fan-On-Demand™.

Trailblazer® 325 Diesel
Trailblazer® welder/generators deliver unbeatable arc performance providing the smoothest, most stable arc in the industry. The Trailblazer exclusive technologies, such as Auto-Speed™ and optional Excel™ power deliver superior runtimes, increased fuel efficiency, and improved welder/generator performance.
No other compact machine in the 300-amp class delivers more welding power or more auxiliary power with better fuel efficiency and less noise for productive, profitable, quieter job sites.

Big Blue® 400 Pro ArcReach®
Designed with the professional in mind, the Big Blue 400 Pro is the best for ease of use, reliability, and fuel economy. It includes Adaptive Hot Start™, which makes starting stick electrodes easy without creating an inclusion.
Infinite arc control is available in the Stick and Wire modes for easier fine-tuning of tough-to-weld materials and out-of-position applications. Lift-Arc™ TIG provides arc starting that minimizes the risk of electrode/work contamination without the need for high frequency.

Big Blue® 800 Duo Air Pak™
The most powerful T4F diesel welder/generator/air compressor in the industry. The Big Blue 800 Duo Air Pak offers robust output for welding and power generation.
It is ideal for dual-operator applications on labor-intensive job sites or job sites with limited space. One dependable engine serves two independent arcs with up to 400 amps each (or 800 amps for a single operator). Plug-in additional inverter welders for a true multi-operator (3+ arc) work platform.
More arcs and better fuel economy equal increased profits for your business. Estimated savings are 34 percent with a dual-operator unit versus two single-operator units.

Finding the crew
This might sound like the less important point, but actually, having the right staff to tackle your job is essential to the success of your project.
Ideally, you could find expert welders in your area. In the United States, like in many other countries, there are welding schools where you can find talent who is looking for experience. One example is the Tulsa Welding School, founded in 1946, and with campuses in Tulsa, Houston, and Jacksonville.
So, one way to get the expert operators you will need is to go to those trade schools where welding is one program. You can also post your job offers using websites for human resources or ask help from companies that sell welding products because usually they are in contact with people that could be part of your staff.
In any case, it is important to establish the work conditions and the expertise needed from the operators.
Work conditions
The work conditions in a large-scale welding project can vary depending on the project location, environment, and type of welding being performed. However, there are some general work conditions that are common to many large-scale welding projects:
Worksite environment: Welders on large-scale welding projects often work in harsh environments, such as outdoor construction sites or industrial facilities. This can mean exposure to extreme temperatures, high humidity, wind, rain, or snow, as well as noise, dust, and hazardous materials.
Work schedule: Large-scale welding projects typically require welders to work long hours, sometimes six or seven days a week, to meet project deadlines. This can result in fatigue and stress, which can affect weld quality and safety.
Safety precautions: Welding is a high-risk occupation, and welders on large-scale projects must adhere to strict safety protocols to protect themselves and others. This includes the use of personal protective equipment, such as welding helmets, gloves, and safety glasses, as well as adherence to welding safety practices, such as proper ventilation, fire prevention, and hazardous materials handling.
Teamwork: Large-scale welding projects require collaboration and communication among a team of welders, supervisors, and other tradespeople. This means working effectively with others and following project specifications and procedures.
Physical demands: Welding can be physically demanding, requiring welders to stand or kneel for extended periods, work in awkward positions, and lift heavy equipment and materials.
It is evident that working on a large-scale welding project requires a combination of technical skill, physical stamina, and attention to safety and quality. It is not everyone’s cup of tea. It is important for welders to be prepared for the demanding work conditions and to receive comprehensive training and support to ensure their safety and success on the job.
Training required
Welders working on large-scale welding projects should receive comprehensive training to ensure that they can perform their jobs safely and effectively. Here are some of the key types of training that welders should receive:
Welding safety training: Welders should receive training in welding safety practices, including the use of personal protective equipment, fire prevention, and hazardous materials handling. They should also receive training on safe welding practices, such as proper welding positions, ventilation requirements, and electrical safety.
Welding theory: Welders should have a solid understanding of welding theory, including the properties of different metals and alloys, welding processes, welding symbols and codes, and welding procedures.
Welding technique training: Welders should receive hands-on training in the specific welding techniques required for the project, such as SMAW, GMAW, GTAW, or FCAW welding. This training should cover the proper use of equipment, electrode selection, weld joint preparation, welding positions, and welding parameters.
Quality control and inspection training: Welders should be trained in quality control and inspection procedures, including visual inspection, non-destructive testing, and documentation requirements.
Project-specific training: Welders should receive training specific to the project they are working on, including the welding requirements, project specifications, and safety procedures.
Continuing education: Welders should participate in continuing education and training programs to keep their skills and knowledge up to date.
In addition to these types of training, welders should also receive on-the-job training and guidance from experienced welders and supervisors to ensure that they can work effectively as part of a team and produce high-quality welds that meet the project specifications.
A success story
For decades we have been out there supporting the industries of America with solutions based on technological products. Nevertheless, when thinking about success stories, one large-scale welding project come up to mind.
Since 2020 we have been providing equipment, materials, accessories, and consumables to one of our key accounts in Central America. They were contracted to build a large facility in the country. All the details are protected by non-disclosure agreements, and for that reason, we cannot share more information here, but we feel proud to play a role in this case. You can be confident that, when it comes to large-scale welding projects, no matter where in the world they might take place, we can be your partner in the job.
Let us help you with your large-scale welding project
Since 1979 we have been helping companies of all sizes to grow by providing all that they need, with the best customer service. Our technicians are ready to answer your doubts.
Whether is a small improvement idea you have for your workshop, or you are facing a large-scale welding project for many years, count on us to help you out.