TIG welding is a topic that raises interest in an important base of professionals. It is probably the welding process most used when it comes to quality finishes.
Whether you have never heard of TIG welding or you are a professional in this process, we hope that you will find useful information in this article. Let’s get started with the basics.
What does TIG stand for?
TIG stands for Tungsten Inert Gas and is a welding process also known as GTAW (Gas Tungsten Arc Welding). This type of welding process uses a non-consumable electrode (made out of Tungsten) to produce the weld, by delivering the current to the welding arc. Is considered a fusion welding process.
The inert gas (usually argon or helium) has the purpose of shielding both the welding area and the electrode from oxidation and atmospheric pollution. The inert gas also has to cool the weld. In most cases, some filler metals are required.
When TIG welding, the operator handles the torch with one hand while feeding the filler rod in the welding puddle with the other. It is quite important to keep the tungsten electrode separated from the workpiece. If the electrode ever touches the workpiece a different sound and color will be noticed, which proves that the electrode has been contaminated. If that happens, the weld must be stopped and the electrode must be cleaned before starting again.
Since the electrode doesn’t touch the workpiece, the arc can remain stable and the resultant weld is usually aesthetic. In any case, the tungsten electrode will wear over time, so in the end, it must be considered a consumable as well.
The TIG welding machine can use direct current (DC) or alternating current (AC), which depends on the metal to weld.
The history of TIG welding
In 1890 Charles Coffin, from Detroit, Michigan patented a welding process using an inert gas, but still, in the case of non-ferrous metals, the welds resulted in bad quality due to porosity. A few years later, in the 1930s, bottled inert gases started to be used to protect the weld area from pollution. This resulted in the direct current, gas-shielded process that is the base for today’s TIG. It came up as a solution for magnesium welding in the aircraft industry.
In the beginning, this process was named Heliarc because Russell Meredith, one of its developers, used a tungsten electrode and helium as a shielding gas. Nowadays this name is rarely used since argon or an argon mix is mainly used as a shielding gas.
Despite that new air-cooled and water-cooled torches were developed, still, the tungsten electrode tended to overheat and sometimes even melt, leaving particles in the weld puddle. In order to fix this, the polarity of the electrode was inverted from positive to negative. This solved the problem but made the process inadequate for non-ferrous materials.
Later on, when alternating current machines were available, the welding arc was stabilized and it was possible to perform quality aluminum and magnesium welds.
In 1953 the plasma arc welding process (PAW, based in TIG) was invented but remains a mainly automated method until now. As with any other process, TIG welding has kept evolving and today there is a range of variations available, like pulse-current, hot wire, and more.
How TIG welding machines have evolved in the last decades
The same that has happened with any other welding processes, the TIG power sources have evolved significantly in the last few years. Initially, all of them were transformed-based welding equipment that was really bulky and heavy. Currently, inverter welding machines are dominant in the TIG spectrum.
The first TIG welding machines used helium as the shielding gas and the torches use to heat too quickly. Some development in the torches were made by the Linde Division of Union Carbide, owner of the patent.
Later on, CK Worldwide continue making improvements in the torches and also produced many other accessories, like tungsten grinders and gas-saver kits, completing the needs of this welding process.
Then, Weldcraft decided to invest in the repair and development of torches. Their improvements brought more safety and extended the useful life of the torches. In the 1970s Miller introduced the square waveform feature, bringing more control.
In the 1990s, following the trend, they started to build TIG welding machines with circuit boards. Inverter welding machines were born. Nowadays almost every TIG welding professional uses an inverter to tackle their jobs.
One of the most recent developments in TIG welding is the pulse function. Many welding machines include this function now. This pulse function reduces the effect of heat on the materials, making it possible to weld in very thin metal sheets.
How does TIG welding work?
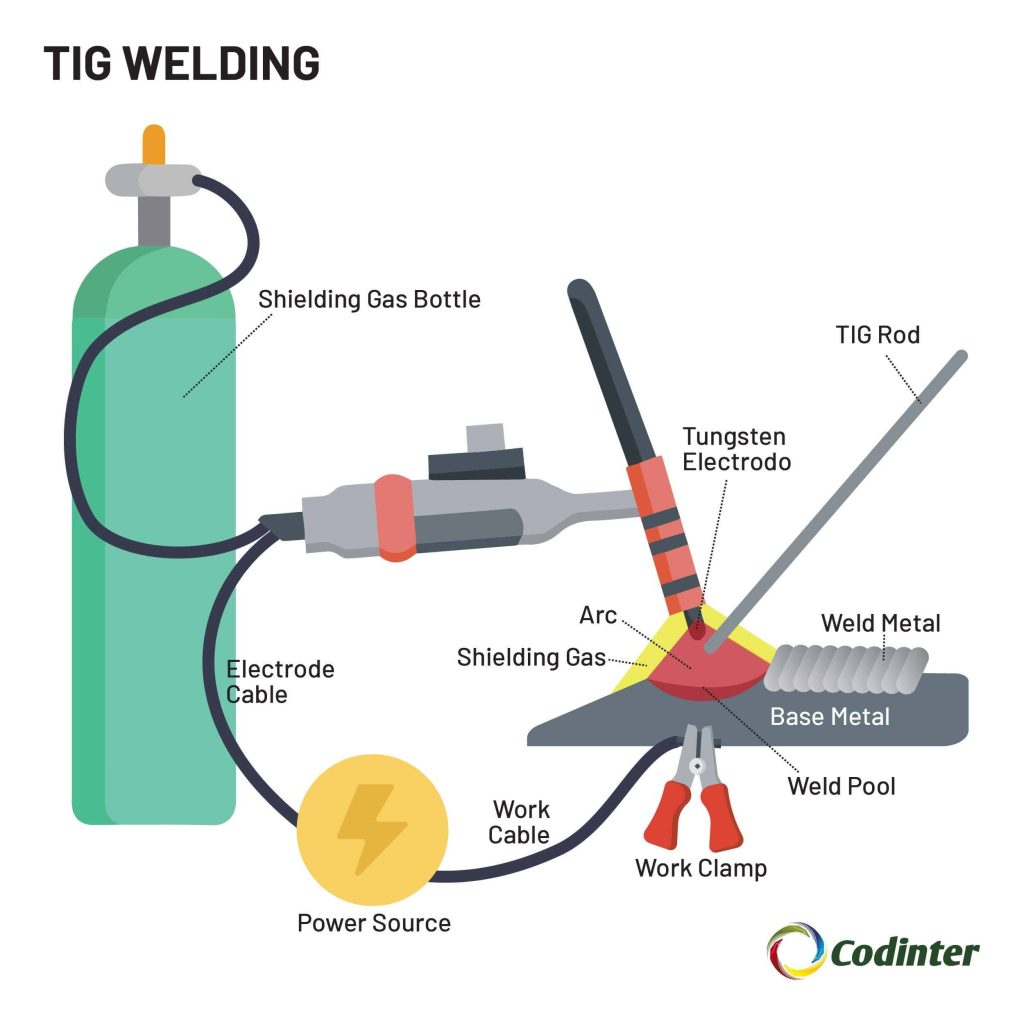
In the TIG welding process, we have at least 4 key factors: The tungsten electrode, the welding torch, the filler metal, and the shielding gas. Let’s review each one of these.
The tungsten electrode
The tungsten gas is in charge of directing the electric arc to the welding puddle. The heat is not a problem for the tungsten electrode, because its melting temperature is 3422°C or 6191.6 °F. As a matter of fact, a hotter electrode will work better, because it would produce a more stable arc.
In most cases, the electrode is made out of tungsten in 99%. The rest might be a metal oxide added for increasing the efficiency and electronic emissivity of the electrode. This means that there are many types of tungsten electrodes and you need to choose the right one for the metal you are going to weld.
Another advantage of the tungsten electrode is that can be shaped. You can use a simple device to sharpen the electrode, in order to adjust the heat input and concentration. This setting can change as needed. If the welding is going to be done with alternating current, have a rounded end. If you are going to use direct current, have a sharp end.
The welding torch
The TIG welding torch is the holder for the electrode. The welding arc is generated within the torch, with the help of a clamping sleeve.
Throughout the torch runs the electric arc, the shielding gas, and, in the case of water-cooled TIG welding torches, the water inlet, and the return. Water-cooled torches are needed only when the welding current exceeds 250 AMP. This prevents the torch from burning due to overheating.
Some welding torches have a switch in the handle to turn it on and off. When the torch is activated, a high-frequency current is used to cause the arc ignition. Now, when switching off the torch, the current will be lowered gradually, until completion. This gradual lowering of the current decreases the usual crater cracks formed in other welding processes.
The filler metal
Even in some cases, it might not be needed, filler metals are commonplace in TIG welding because it produces stronger welds.
In TIG welding the filler metal is added with one hand while the torch is handled with the other. This requires the operator a good deal of skill and focus since the filler metal and the electrode must not touch each other.
Some of the most common filler metals used in TIG welding are:
- Steel (ER70S series)
- Stainless Steel (ER308, ER309, and ER316 series)
- Aluminum (ER4043 and ER5356)
- Chrome Moly Tubing (ER70S-2 and ER805-D2)
- Titanium (ERTi-2, ERTi-3, ERTi-5, ERTi-7, ERTi-9, ERTi-9ELI, and ERTi-23)
The shielding gas
The purpose of the gas in TIG welding is to shield both the welding puddle and the electrode from contamination from the surroundings. Without gas, TIG welding won’t work.
At the beginning of TIG welding, helium was the almost exclusively used shielding gas, but that changed soon because it didn’t work with every type of metal. Nowadays, the most used gases are argon, helium, hydrogen, or a blend of all these. The currently most widely used gas nowadays is argon (or an argon mix).
Depending on what metal you are going to weld, the gas flow can be set up. Usually is something between 4 to 12 liters per minute.
What are TIG welding machines used for?
Due to its nature, TIG welding is used mainly to weld stainless steel and non-ferrous metals such as magnesium, aluminum, chromoly, nickel alloys as well as copper alloys.
The high quality provided by TIG welding also means that the operation might be slower than other welding processes and that the operator -if manual- must be well-trained to master it. TIG is widely used in thin metals, specialized welding, and artistic renditions. When the quality or appearance is not of top importance, the MIG welding process is used instead.
In the manufacturing of bicycles, for instance, TIG welding plays a central role. This can be applied by automatic as well as manual means. In fact, a number of welding robots can weld both MIG and TIG processes, just by changing the power source and the torch using the tool adapter.
One of the key reasons to use TIG welding is aesthetics. TIG weld beam requires little to no cleanup afterward, depending on the skill of the welder, of course. Since it requires such focus from the operator, evidently is a slower process in comparison to MIG welding.
One key factor for TIG welding is that the current must be as stable as possible.
When welding magnesium and aluminum
AC TIG welding is widely used to get top joint quality when welding magnesium and aluminum. It is actually preferred to MIG welding in this matter. Of course, it requires skill from the operator in setting up the right balance and amperage for the workpiece.
Are TIG welding machines ideal for you?
If all the features we have talked about the TIG welding have filled the boxes of your needs, you look like a good candidate for a TIG welding machine. So, it looks like you are about to take a decision.
Mainly, the heavy users of TIG welding are:
- Construction professionals
- Automotive industry
- Aerospace and aircraft industry
- Pipelines
- Bicycle manufacturers
- Home mechanics
- DIYs
As a warning, we must tell you that on average TIG welding equipment can be a little more expensive than MIG welding or STICK welding machines. That being said, let’s discuss what is needed for you to get up and running with TIG welding:
- TIG welding machine: Find in this article a selection of the best TIG welding machines in 2023
- Shielding gas tank
- Tungsten electrode
- Tungsten electrode grinder or sharpener
- Filler rods (choose the right one depending on what you are going to weld)
- Welding mask or helmet
- Foot pedal or torch with trigger (depending on the machine or the workpiece location)
- Gloves and PPE equipment
Problems related to TIG welding
Nothing in this world is perfect, including TIG welding. Now we can honestly reveal some of the problems this process may have, along with the solution.
It is a complex process
There is no doubt that TIG welding is more difficult to master than any other process. In general, it takes years of practice and a lot of focus every time you are going to make a joint.
Now, the newer TIG welding machines include a number of functions that can be auto-set to ease the work of newly trained operators. With patience and practice, what looked like an insurmountable job, become a day-to-day operation.
It is a slow welding process
Compared to MIG, TIG welding can be seen as a slow process, which reduces productivity and profitability. We can see how these 2 processes differ in speed by comparing the gas flow rates. Normally, MIG uses 35 to 50 cubic feet per hour while spends TIG 15 to 25 cubic feet of shielding gas flow per hour. Also, due to the heat produced, TIG welding is slower than MIG.
Even when there is not a direct solution to this problem, this is a situation that manufacturers might need to bear with, because sometimes TIG welding is simply the right welding process to use, regardless of the speed.
Welding outdoors
Since in TIG welding the puddle is protected by the gas (argon or a mix) that goes out from the torch too, in windy conditions this shield is blown away, leaving the weld unprotected and ready to be contaminated by atmospheric elements.
The solution to this is to weld indoors. Whenever this is not a possibility, welding screens can cover the area so no wind can blow away the shielding gas. Understandably, most TIG welding workplaces are closed areas.
When welding Stainless Steel
A problem that usually occurs when welding stainless steel using TIG is that it gets too hot. This can lead to carbide precipitation, causing the material to lose its corrosion resistance. In order to avoid that you need precise heat control, like what is achieved by pulsed TIG welding.
Other problems and their solutions
When asked about TIG welding, some experts recognize that the weld quality can be affected by many variables, like speed, pulse settings, amperage output, unshaped tungsten, etc. This means that the welder needs to double-check many details before getting started.
When you put a magnifying glass on TIG welding you can find more high technical problems to deal with. This article from Miller addresses some of them, along with solutions as well.
The newest TIG welding equipment available
The newest TIG equipment is inverter welding machines that allow you to set up a lot of parameters to get the exact result you are looking for. Some of the features and functions they have are the following:
- Pulse frequency
- Pulses per second
- Base current
- Peak current
- Time of pulse (based both on base and peak current)
- Tacking
- Spot welding
- Stitch welding
Let us now introduce a few TIG welding machines among the best sellers. They all have these functions and more. As a matter of fact, in this other blog post about the best TIG welding machines in 2023, you might find more information about each one of them.





Now, which one of these is the right one for you? There is a number of reason why one of them is the right fit for your operations. Talk to us so we can advise you on getting the right one for you.