
Drilling in structural steel is a daily basis operation for many metalworking companies around the world. So, finding a way to speed up the process without losing any quality will result in more efficiency. Since time is money, in industrial terms whatever you are doing faster, represents money saved.
In order to improve efficiency when drilling on structural steel, you need to make sure that you are using the right equipment, the right accessories, the right cutting speed, and following the right procedure. Let’s review each one of these factors, but first, define your specifics.
Define your specifics
To start with, the scope of this article is about drilling holes in structural steel. That being said, we are going to make some recommendations regarding the specific heavy-duty industrial area. Now, even if your need does not correspond to this, our experts can still help you, so we encourage you to contact us anytime.
Even within the heavy-duty range, not all holes are created equal, which means that your needs for drilling may be very specific. They are completely based on what your project is about.
Some of the heavy-duty manufacturing, mining, and construction projects that usually need to drill holes are metallic structures, car chassis, metal bridges, shipyards, oil and gas platforms, wagons, etc. Particularly, the construction industry benefits a lot from structural steel. Around 25% of buildings in the U.S. are made out of structural steel.
Depending on that, the first parameter to define is the diameter of the hole or holes needed. Most of the holes needed for projects with structural steel are of a diameter between 1 to 2 inches. After that, the thickness of the structural steel to be drilled must be considered. Most steel beams, disregarding the type, might have a thickness of 1 to 2 inches on average.
Usually, for the metalworking, mining, and construction companies, there is not a single size, but a range, both for diameters and thickness, because most of the time, they are not just doing a single project, but they have drilling needs that may vary according to the project on hand.
So, apply the following factors to be considered according to your own needs.
Factor 1: Choose the right equipment
If a person is going to drill some holes in a metal piece, as part of a home project, it is not a good idea to get expensive heavy-duty drilling equipment. But that is not what we are talking about in this article. Let’s consider the need for drilling equipment for the metalworking, manufacturing, and construction industries.
There is a whole universe of drills available, from the ones designed for home projects onward. These common-use drills have neither the capacity nor the strength to work for many hours, day after day in industrial settings. They will wear out very soon. So, the drills we need to produce holes as the aforementioned can be either drill presses or magnetic drills. Let’s review them.
Drill press
A drill press is a stationary machine that uses drill bits secured to a rotating chuck to both bore and drill holes in materials put in its base. Usually, they are arranged vertically, over the floor, or over a sturdy top or table designed to support weight and pressure. So, if you have a drill press, you will need a bench or stand to put it.
The speed, capacity, and performance of a drill press vary depending on the manufacturer. As a matter of fact, each manufacturer has different models to cover all the possible needs, so you are going to find a wide range of possibilities.
This type of drill is not very portable, because it requires a base to lie down. Most of the time is found in manufacturing workshops where drilling holes is a recurrent activity. It requires an operator to place and remove the material to be drilled and to raise and lower the handle to control the drill bit.
A drill press might not be the best idea for construction companies, since they usually need to drill holes in steel beams found all around the building area. They generally use magnetic drills.
Magnetic drill
A magnetic drill is exactly what the name suggests. It is a drill that has a magnetic base (in many cases electromagnetic). This magnetic base sticks strongly to the ferrous metal to be drilled, allowing the drilling in virtually any position.
The chunk or arbor allows interchanging the drill bit according to the need. Most models can use twist drill bits (whatever its specific type), annular cutters, and tools for boring, tapping, countersinking, and reaming.
The most important feature of a magnetic drill is its portability. For that reason, they are widely used in construction sites. Most magnetic drills have a security belt to secure it to the workpiece, in case power is lost. When the need is to drill a pipe (which is round) a round base that attaches to the magnetic drill can be set in place to secure the workpiece. See one of them in action.
There are different models of magnetic drills, which vary according to capacity and other specific functions, but most of them are rugged tools, ready for heavy-duty industrial work. Some manufacturers have low-profile models, to drill in hard-to-reach areas.
Factor 2: Choose the right accessories
Before you can drill any hole, you need some equipment to do it. If making holes is something new in your industrial operations, the first question you need to ask is how many holes are you going to drill in that project (or in a continuous manner) and how frequently you will need to drill them.
Drilling bits
There is a wide variety of drilling bits, to cover any hole-making need. Some are made of High-Speed Steel (HSS), to be used in aluminum, iron, brass, zinc, and other metals.
For harder metals, like stainless steel, a Titanium Nitride (TiN) coated or a Cobalt-alloyed twist drill bit could be ideal. The first one is coated with Titanium Nitride to enhance its hardness, which will reduce when the coating is gone. The second one will remain the same since the Cobalt is alloyed in the material. This gives them larger durability and resistance to temperature.
Another type of drilling bits is the Silver and Deming, named like that for the company that invented them. They are used to drill holes between ½ to 1 ½ inches.
To complete this, we need to introduce you to the step bits. They are conical-shaped drilling bits with increasing diameters. They are ideal for thin metal and can cut multiple diameters without even the need to change the bit in the drill. Some of these step bits can have 8, 10, or 12 levels, so is important to be very careful when drilling to stop exactly at the diameter required. On the inside of the cutter, there is a scale that you need to see beforehand.
Now, for drilling higher-diameter holes in thicker materials an annular cutter might be needed.
Annular cutters
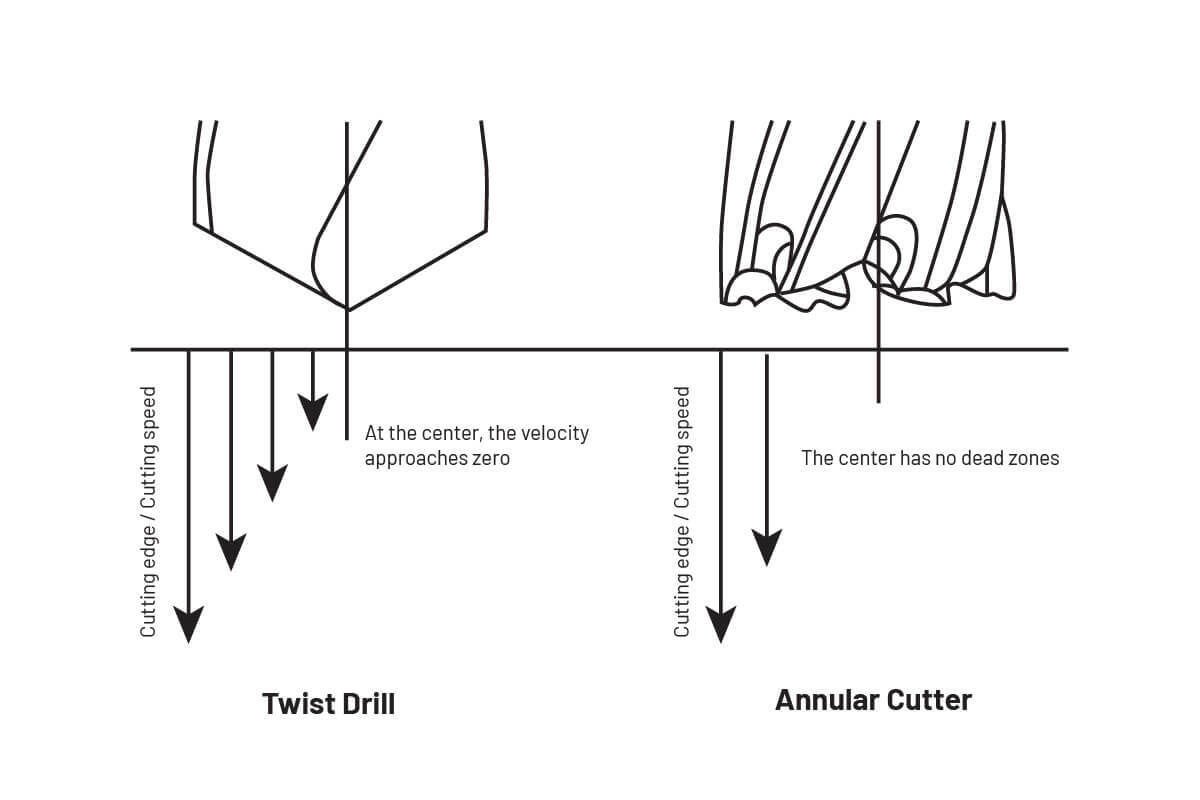
Annular cutters are hollow drilling bits specifically designed to make large, deep-through holes in a steel plate with greater efficiency than a solid twist drill. This is because annular cutters have several cogs, instead of just 2 cogs that usually twist drill bits have. Actually, annular cutters can be re-sharpened to extend cutter life.
First created to be used in magnetic drills, annular cutters are the most efficient, precise, and cost-effective options for any steel plate. Since they do not wear out quickly, they are the longest-lasting option in the drilling bit universe for making wider-diameter holes in thicker materials.
These annular cutters can make precise holes, with no need to deburr. The tolerance is minimum and marking the point beforehand (one regular step in the hole-making process) could be skipped.
Most manufacturers have a TCT (Carbide), and an HSS (High-Speed Steel) option. Usually, they include a pilot pin installed or as a part of the set. Often, the set goes from 7/16 to 2 ⅜ inches, though this might vary according to the manufacturer.


Cutting fluid
To ensure a trouble-free operation and maximize the life of drilling bits, a cutting fluid must be used. The purpose of cutting fluids is to keep cool both the drill bit and the workpiece., while also flushing away chips and shavings from the metal. The only exception to the use of cutting fluids is drilling a hole in cast iron.
Some operators use lubricants like 3-in-1 or WD-40. They are ok, but many cutting fluids, with more precise benefits for the metal parts involved, have been developed recently, and they work more efficiently. This is even more important when cutting aluminum because some brands have produced cutting fluids for that specific metal.
Protection equipment
Even though this might be evident, it is important to mention that safety glasses must be worn during the whole drilling operation. Also, once the hole is finished, you may feel the impulse of cleaning up the area with your hands, but avoid that because the shavings and chips from the metal will pierce your skin. Instead, use a chips brush or a magnetic brush to remove all the scraps from the area.
Factor 4: Follow the right procedure
A basic procedure to start drilling a hole consists of choosing and securing the bit, setting the right position for the hole, drilling a pilot, defining the speed, applying the pressure, and finishing the hole. Let’s see all of them in detail.
Choosing and securing the bit
The bit is chosen based on the diameter of the hole to be drilled and the thickness of the workpiece. Since the scope of this article is structural steel, most likely we are talking here about holes and thicknesses wider than 1 inch. Often, for those holes, an annular cutter might be the best idea.
It is always a good idea to remind of the importance of securing the workpiece, to avoid spinning when the drilling starts. Now, this might depend on the piece to be drilled. For example, if a small piece of metal is going to be drilled in a drill press, a couple of c-clamps might be used to hold it to the base. If you are going to make a hole in a steel beam that is part of a construction structure, clearly is not going to spin.
Before doing any further, if the drill to use is magnetic, you will need to secure it to the workpiece with a strap or chain. So, in case of the power is lost, the machine will not fall and crash on the floor. Most magnetic drills include that strap or chain, as part of the set.
Drilling the pilot hole
Especially if you are using a twist drill bit, it is highly recommended to identify a dimple or starting point for the hole. You can do this with the help of a center punch or a ball-peen hammer. Avoid striking the workpiece with a hardened tool, like a claw hammer, to prevent metal chips from coming directly to your eyes.
Once you have a location pinpointed, you can start the pilot hole. A pilot hole is a smaller hole that guides the process and prevents wider bits to wander about in the workpiece. That makes it easy for larger bits to bore straight through.
Set the right drilling speed and pressure
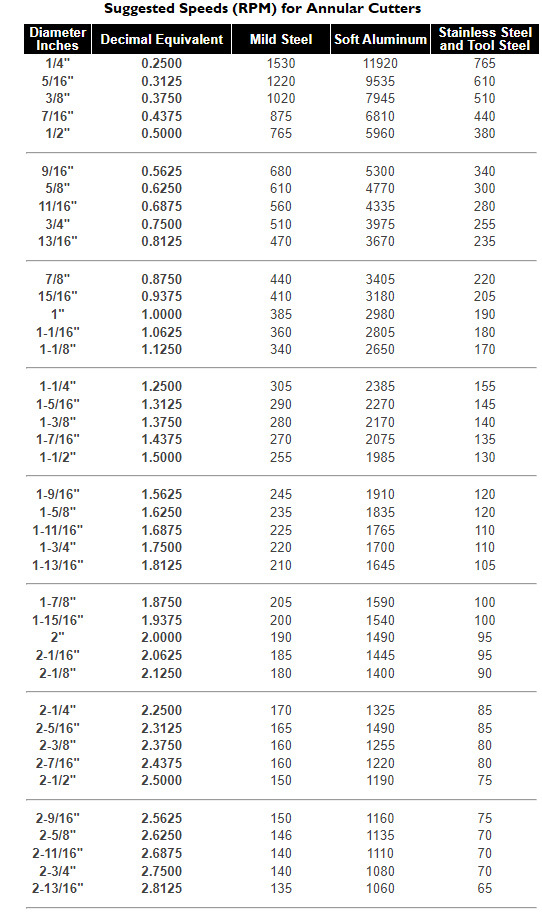
The appropriate speed for drilling varies widely depending on the type of metal you are drilling. In the table below can be seen some suggested speeds when using annular cutters, in 3 different metals, according to their thickness. Feel free to locate there the right one for your project.
Now, as a rule of thumb, most experts suggest a low speed, especially when starting to drill the hole. With a higher speed, more heat is produced in the workpiece. If some smoke can be seen in the hole, this means that more cutting fluid should be added and probably the speed must be lowered. Find the balance between being efficient and safe.
The operator’s experience will help him to identify if the pressure applied must be changed. For example, if when drilling many small particles are coming to the surface, it might mean that you are not applying enough pressure. On the contrary, if from the hole long shavings are raising up, like several inches long, it might mean that the speed is optimal.
Finishing the hole
You need to be very careful when the bit is about to completely break through the metal. That is one of those moments when sometimes things could go wrong. You need to double-check if is fine to pierce the base where the piece is laying. Or if the metal is hanging over nothing, some hot cutting fluids and metal shavings might land on your shoes.
Do not try to hold the workpiece to be drilled with your hands. Not even using security gloves. The best idea is always to fix the chunk to the base with at least 2 C-clamps. If more secure presses are available, they can be used to secure the piece.
Another hazard can come from getting in contact with the bit while rotating. An operator that ignores this can get a serious laceration or even lose a limb. For that reason, many magnetic drills have covers to secure the drilling area. Never subestimate the importance of safety.
Wrapping up
Drilling on structural steel is a must for the metalworking, construction, and mining industries. Also plays a role in the manufacturing of many products. Taking into consideration all the safety procedures and the steps described here, it can be an efficient and profitable operation in any production facility.
We have decades of helping companies with their drilling on structural steel needs, as well as with their welding, cutting, surface prep, and industrial finishing operations. Let us know how we help you too.



This Post Has One Comment
I like how you mentioned that drilling processes would be very helpful for industrial, farming, and commercial construction projects for easier drilling processes. My uncle told me last night that he and his business partner were hoping to find a drilling service for creating appropriate pipelines for their farming development project. He asked if I had any idea what would be the best option to do. Thanks to this informative drilling guide article for a safe planning approach I’ll be sure to tell him that he can consult a well-known drilling service as they can provide more information about the process.