
MIG welding is, for the majority of the manufacturing industry, the preferred process for its operations. The speed that this welding process allows, the deposition rate, and the easiness to employ it in automation makes MIG the winner for high-volume production.
Whether you are just curious about MIG welding, or you are already familiar with the term, we want this guide to help you in your way to embrace this process for your projects. Let’s start with some basic information.
What does MIG stand for?
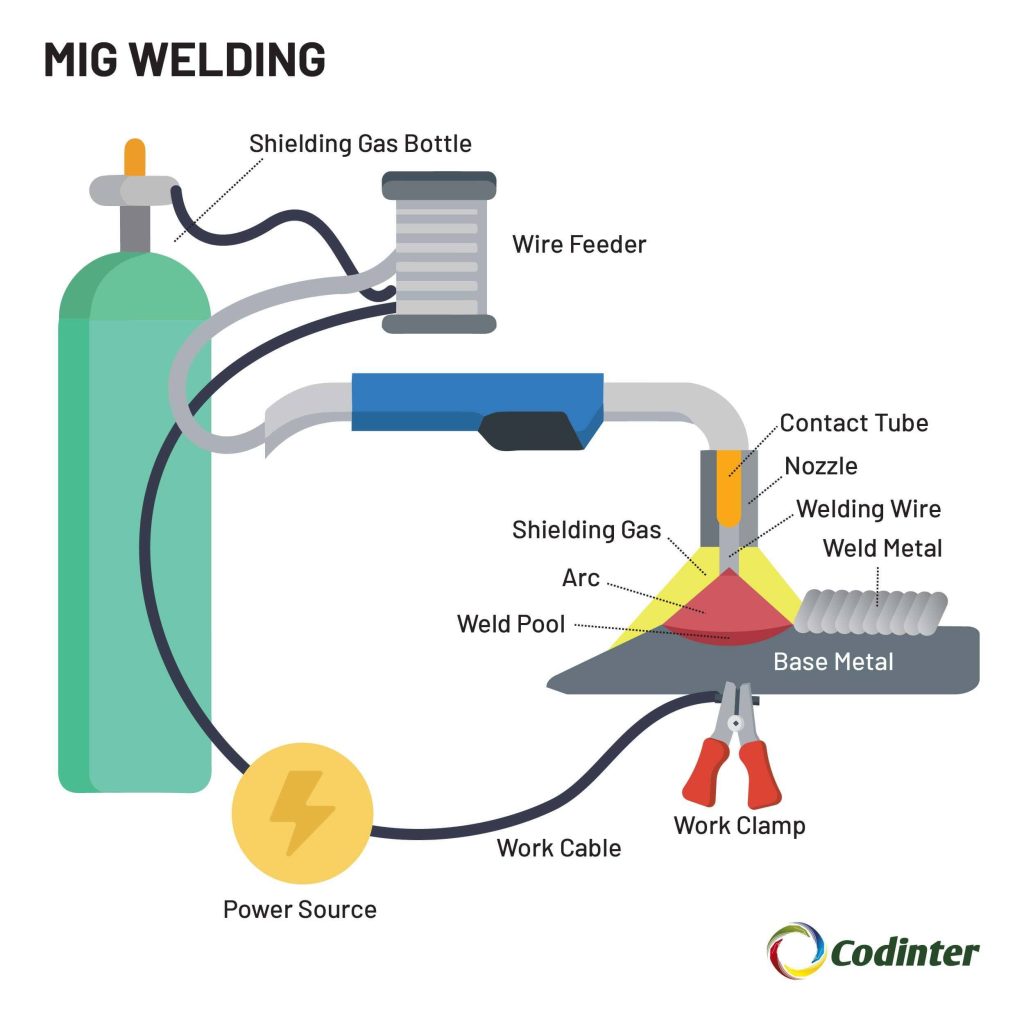
MIG stands for Metal Inert Gas and is a welding process also known as GMAW (Gas Metal Arc Welding) or MAG (Metal Active Gas). This type of welding process uses a continuous solid wire that serves as an electrode and filler metal to produce the weld, by delivering the current to the welding arc. A gun (or spool gun, in case of some applications) is used to feed both the electrode and the shielding gas into the welding puddle.
The solid wire electrode diameter and composition vary according to the joint configuration, metal type, and thickness. The wire spool can vary as well: There are spools from 2 to 600 pounds. Since the wire electrode is also the filler metal, the speed on which is fed (Wire Feed Speed or WFS) is a key parameter in MIG welding.
Another key aspect of MIG welding is the shielding gas. The most common configuration is a blend of Argon (75%) and CO2 (25%) because it increases the deep weld penetration and reduces the porosity on the bead.
Due to the relative simplicity of the MIG welding process and good results, it is the preferred process to use in welding automation.
The history of MIG welding
The MIG welding process was developed in 1948 at the Battelle Memorial Institute, with H.M. Hobart and P.K. Devers leading the project. Although the TIG welding process, which uses a non-consumable electrode and a shielding gas had been in place for some decades, the Air Reduction Company was still looking for a more efficient way to weld non-ferrous metals, like aluminum.
Previously, H.E. Kennedy had introduced the idea of using a smaller diameter aluminum electrode wire and a constant voltage power source. When the tests proved that the MIG welding process had a high deposition rate, they decided to try it out in steel as well. It worked, but the costs of inert gas were still high.
This cost situation changed in 1953 when Carbon Dioxide as a shielding gas and larger diameter steel electrodes started to be used. Nevertheless, these changes led to a higher spatter rate and heat generation by the arc. In the following decades, many companies kept researching how to make the MIG welding process more efficient (increasing speed, spending less energy), clean, and able to weld thinner metals.
As with any other welding process, MIG equipment was first very bulky and expensive. As time went by, research and development brought lighter and even portable equipment, able to tackle demanding jobs. These companies have achieved their goal, as we see today MIG as the preferred welding process for industrial purposes.
How does MIG welding work?
In a few words, a MIG welding machine feeds a wire that serves as an electrode and filler metal by means of a gun. This consumable metal wire creates the electric arc for the weld and, as is deposed, joins the two materials together. Also through the gun, a shielding gas is released in order to protect the welding puddle from pollution, producing this way a high-quality joint.
Commonly, is used a DC or direct current welding machine to weld MIG, but in some cases, an AC or alternating current power source can also be used.
To start welding with MIG you need to attach a ground clamp to a negative terminal, while the torch is connected to the positive terminal. When you push the torch trigger, the wire starts to run and when it touches the joint, it creates an electric arc. The heat generated melts both the filler and the material, producing the weld.
Methods of metal transfers for MIG
There are 4 mainly used methods to transfer the filler metal into the weld joint. The methods you choose will have an impact on the quality and efficiency you can achieve on your welding project. Also, these methods can be influenced by the welding parameters (such as amperage and voltage), the shielding gas, and even the power source.
The method you will use for MIG welding will also affect what filler metal and what welding machine you can use. For some of them, an advanced welding machine with specific waveforms might be needed.
In chronological order, these are the methods of metal transfer for MIG:
Short circuit
The short circuit mode of metal transfer consists in creating a short electric circuit as soon as the electrode contacts the workpiece. This short circuit occurs around 100-200 times per second. The shielding gas to use is usually a mix of Argon (75%) and CO2 (25%). Metal-core wires can be used with short circuit transfer mode. A shorter contact-tip-to-work-distance (CTTWD) is required.
Advantages: This metal transfer mode is easy for operators to manage, and it is an option when welding thinner materials. Also, can be used for welding in all positions. The lower heat produced reduces the distortion of the workpiece.
Disadvantages: This transfer mode requires lower parameters of wire feed and voltage, which reduces the speed and deposition rates. When used for thicker materials, due to the reduced parameters, can result in a lower penetration and higher spatter, increasing the cleanup time.
Spray transfer
This transfer mode generates a spray of tiny droplets out of the filler metal, across the welding puddle. These droplets are smaller than the filling material. The spray transfer method requires a higher amperage and voltage than the short circuit method, so it can achieve higher speeds and reduces spatter. This transfer mode is ideal for materials wider than ⅛ inch. The usual gas mix is Argon (80%) and CO2 (20%). It can be used for carbon steel and aluminum as well.
Advantages: Due to the higher amperage and voltage this transfer method increases productivity. It is considered a smooth process to use, according to most operators. It is easy to learn and it provides a stable welding arc. The weld beam appearance is better, so the cleanup is lower
Disadvantages: Not too many disadvantages, just that is not ideal for thinner materials, due to the higher voltages it operates on.
Globular transfer
It is safe to say that the globular transfer mode is a mix of the short circuit and the spray, as already explained. In this case, large droplets out of the filler metal, (bigger than the wire diameter) travel from the arc down to the welding puddle. This transfer mode uses a higher voltage than the short circuit, so increases the speed, but also the spatter, which has to be cleaned later on. As a shielding gas, usually CO2 (100%) is used.
Advantages: Productivity is high with this transfer mode, due to the high voltage used. It is a less expensive transfer mode, because of the shielding gas used.
Disadvantages: It produces a considerable amount of slag, which increases the after-cleaning time. It is not recommended for materials thinner than 1/8 inch.
Pulsed-spray transfer
This transfer mode is a cycle of a low background current and an intermittent high peak current, or voltage. The high peak occurs something between 50 to 400 times per second, and every time sends some tiny droplets out of the filler metal toward the welding puddle. The filler metal to use can be either metal core or solid wires. The gas mix might vary according to the material to weld, but it usually is at least 80% Argon.
Advantages: This mode offers faster travel speed, high deposition rate, and lower spatter, which improves efficiency, more material is welded and less time is used in the cleanup. The heat produced is lower, which reduces the possibility of material distortion. Also, the operators have a better grip on the arc starts and stops, which results in a better-looking weld beam.
Disadvantages: In the case of welding aluminum, it requires some skills from the operator.
What makes MIG welding so special?
There is a number of reasons why the MIG welding process has become one of the favorites in the industrial world.
Easiness of use
As described, the MIG welding process basically is a semi-automatic process, since the wire is continuously fed through the gun, and actually the consumable electrode must contact the workpiece. This means that the high skills required for the TIG welding process, are not needed here. The system is pretty much plug-and-play.
What is needed to start welding using MIG is to know about the parameters required for every material and thickness. Some machines can help with that. Some supervisors say that an operator who knows the basics of welding can get the hang of the MIG in an hour, or even less.
The easiness of use also is convenient for companies, because this means that less time for training is required and more operators will be available to work in the workshop.
Efficiency
This factor is related to the speed and quality of the MIG welding process. It is a fact that MIG is one of the fastest welding processes out there, but this speed must be in sync with the quality. So, there is no point in producing welds at a fast speed, just to find out that the job didn’t meet expectations.
Another factor that improves the efficiency of MIG is the lower spatter level. This reduces the post-weld cleanup.
The efficiency of the welding also improves with the use of automation. Since MIG is the favorite process for welding robotic settings, the possibilities of increasing the efficiency of the MIG welding workshop are higher than with any other process.
Quality
While most experts ensure that TIG provides a strong and nice-looking weld beam, they also coincide in saying that MIG also provides strong welds and the afterward cleanup is little, especially in comparison to other processes, like STICK.
In a big proportion, the quality of a weld depends on the knowledge and experience of the operator. So, it is fair to say that MIG welders can achieve better quality because it is a welding process easy to master. This is even more evident with the new equipment that manages a lot of automatic pre-settings.
High Production
Hands down, if high production volumes are in the line, the MIG welding process is the one to go for. One reason why is that the wire is continuously fed, in a semi-automatic way. So, you don’t need to stop frequently, as happens with STICK.
The filler metal packages come in many sizes. There are some small ones, like 2 pounds only, which are used with spool guns, generally for not-so-frequent welds (like aluminum, for some workshops), and some big ones, like 600 pounds, used for continuous use in welding robots.
So, speaking about MIG welding and automation…
MIG welding and automation
MIG welding is definitely the preferred process when it comes to robotics and automation. This is because, in its definition, MIG is actually a semi-automatic process, since the wire is fed from the gun at a constant speed, defined in the welding parameters.
Of course, when MIG is used in welding automation, the possibilities are more. Welding robots are capable of any position, produce better quality welds, and are way faster than human operators. They only need to stop eventually, when is time to add more wire. Also, they are not affected by harmful gases and fumes.
Installing a MIG welding robot in a manufacturing plant is an easy process. Depending on the size of the production, the setup and training time could be something between two days to one week. The advantages that the companies will get from consistent quality, improved and extended production, fewer accidents, lower costs, etc. will outweigh the costs and resistance to change sometimes found in the staff.
According to many experiences, the ROI (Return on investment) of almost any welding robot is about a year, which is very short compared to the long life these automation devices have.
Problems related to MIG welding
Nothing in this world is perfect, including MIG welding. So, there are a few things you will need to consider if you want to implement MIG welding in your production. This section does not have the purpose to get you cold feet, but to be aware of some limitations that you might face.
Outdoor use
In windy conditions (sometimes even a small breeze), a MIG torch might have a problem keeping the shielding gas over the welding puddle. Usually, MIG is used in enclosed environments, like workshops.
When used outdoors, one recommendation is to cover the work area with screens, so the wind (and the pollution that it brings) do not affect the weld. Another possibility might be the use of a special flux-cored wire. This type of wire is filled in its center with flux, which is released as the material is added to the weld.
Portability
To weld using the MIG process you need the machine, the gas bottle, and the wire feeder, as the main components of your equipment. Transporting all that around in a work site might represent a challenge. Most welders coincide with the idea that the STICK welding process is the most portable of them.
Now, in industrial settings, where there is assigned room for every piece of equipment and there are production lines, portability is not an issue. Again, MIG looks like the ideal candidate for industrial welding.
Base metal preparation
The parts to be joined with MIG should be properly cleaned in order to ensure the strength of the weld. In most cases, even a beveling on the rims is needed to prevent a lack of fusion.
To its credit, the MIG welding process has more benefits than problems. In any case, if you are hesitant regarding whether MIG is the ideal welding process for your production, reach out to us. We will be delighted to help you decide it.
The newest MIG welding equipment available
The newest MIG welding equipment includes a bunch of functions to make easier the setting up and operation of the machine, like:
- Auto-Set™ Elite: It offers predefined weld settings to increase ease of use and ensures that the job is done right for operators of all skill levels
- Easy saving and recall of favorite weld settings: Deliver more productivity and consistent quality by welders of all skill levels by using prequalified weld settings
- Auto-Line™ Technology: Ideal solution for dirty or unreliable power
- ArcConnect™: Next-generation communication to improve weld performance and allow point-of-use controls to be located at the feeder
Let us now introduce a few MIG welding machines among the best sellers. Almost all of them have these functions and more. As a matter of fact, in this other blog post about the best MIG welding machines in 2023, you might find more information about each one of them.





Now, which one of these is the right one for you? There is a number of reasons why one of them is the right fit for your operations. Talk to us so we can advise you on getting the right one for you.



This Post Has 6 Comments
I like that you talked about how strong and how nice the weld beam would look because of TIG equipment. I wonder if it will still be the same if a company can only afford a used welder tool like that. This is going to help startups that wanted to venture into that industry when they can start with secondhand tools at the moment.
You got that right, Mia! Thank you for reading us.
The procedure, tools, techniques, and precautions for MIG welding are all covered in depth in a blog post on Codinter. The author may include a step-by-step guide to MIG welding and advice on how to produce high-quality welds. Welders of all skill levels can use this guide as a reliable reference.
Thanks for mentioning that waveforms might be needed when dealing with MIG welding. I’d like to get some new welding supplies for my blacksmith studio. I’m working on expanding it right now, so I need some welding supplies for it.
It helped when you said that a properly functional welding machine would need to provide easier work for the user. My brother mentioned the other night that he and his business partners were planning to have an electro-gas welder consultation that could offer measurement adjustments for their factory warehouse projects. He asked if I had any idea what would be the best option to consider. I appreciate this valuable welding guide article. I’ll tell him that he can consult a trusted welding machine company as they can provide the best information for their needs.
I found this guide on MIG welding to be incredibly informative and well-structured. The step-by-step breakdown of the process provided a clear understanding for both beginners and those looking to refine their skills. The inclusion of safety precautions and equipment recommendations was particularly helpful, emphasizing the importance of a secure working environment.