When selecting between TIG vs MIG to tackle a welding job, there are a number of key factors to take into account to define the ideal process to apply.
Even when some welding jobs might be carried out using any of the 2 above-mentioned processes, the benefits each one of them has may help you to make up your mind about using one of them for your specific application.
Also, you may use this article as a reference to compare the arguable most used welding processes in the world. So, let’s get started by describing each one of them, so we can see the similarities and differences.
How does TIG welding work?
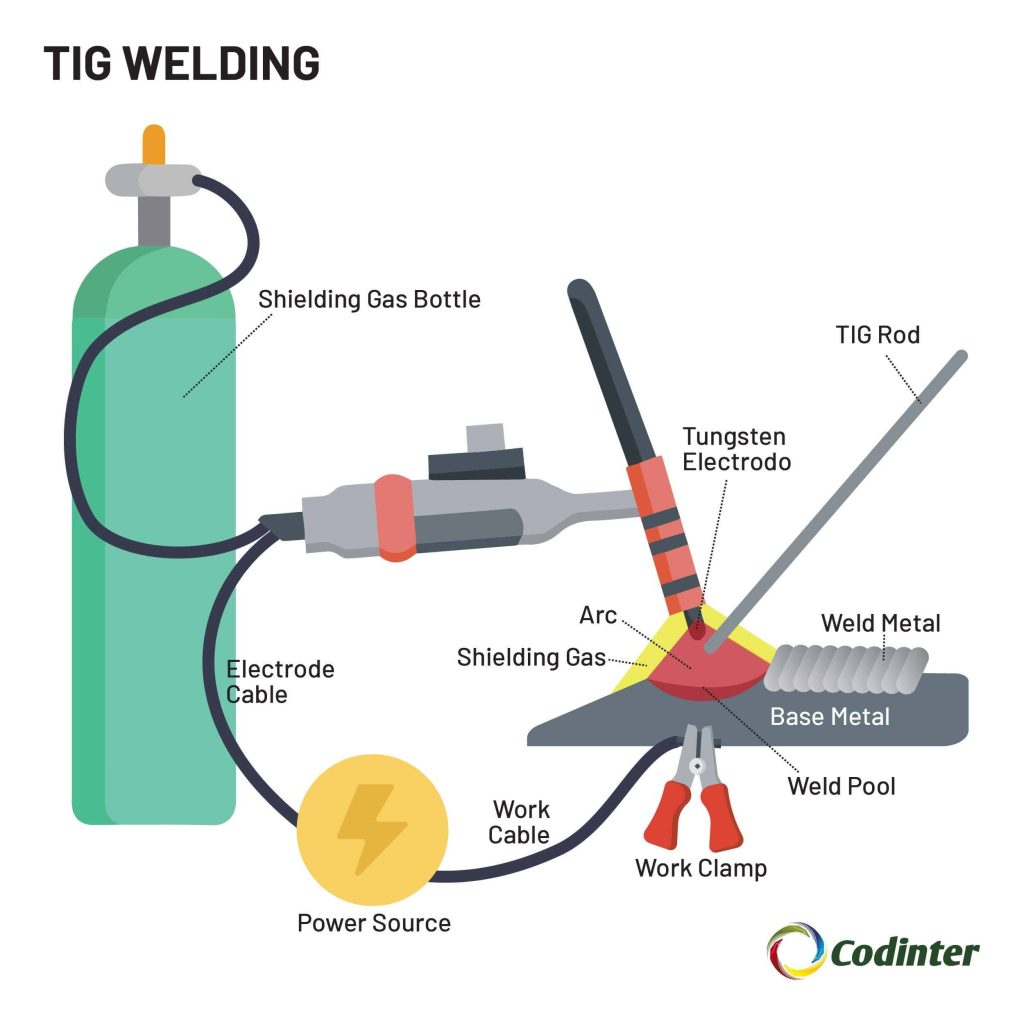
TIG stands for Tungsten Inert Gas and is a welding process also known as GTAW (Gas Tungsten Arc Welding). This type of welding process uses a non-consumable electrode (made out of Tungsten) to produce the weld, by delivering the current to the welding arc. Is considered a fusion welding process.
In TIG welding there are basically 4 different parts playing each one a role. There is a tungsten electrode, a welding torch, a filler metal, and a shielding gas.
The TIG welding operator handles the torch with one hand while feeding the filler rod in the welding puddle with the other. The tungsten electrode should stay separated from the workpiece at all times.
The TIG welding machines can use direct current (DC) or alternating current (AC), which depends on the metal to weld. If you want to dig deeper into this, check our article “TIG welding: A complete guide”.
Advantages of the TIG welding process
Even though TIG is not the most used welding process used in the industry, it has a number of advantages, like its precision, high quality, cleanliness, versatility, and wider weldable metals range.
Precision: Since the electrode is not the filler metal, the operator controls how much material is added to the welding puddle. This means a save in filler metals. Also, the amperage is controlled by a foot pedal (unlike any other process), which gives the operator the possibility to increase or reduce it in the same welding bead.
Cleanliness: it is safe to say that TIG welding almost doesn’t require after cleaning. The reason why is that this process is very controlled and spatter reduced. In some cases, the pieces can be fused even without the need for filler metals.
High quality: Since only the strictly needed amount of filler metal is added to the welding puddle, there are no sparks or spatter around the weld. These would be present only if the welding piece is not clean. That is the reason why TIG welding is used for cosmetic or artistic welds, like those found in sculptures.
Versatility: The same tungsten electrode and shielding gas (Argon) can be used for practically any welding job. Also, all 4 welding positions (flat, vertical, horizontal, overhead) can be executed by using TIG welding.
Wider weldable metals range: In its beginning, TIG welding came up as an option to weld magnesium for the aircraft industry. Nowadays, TIG is widely used to weld aluminum, magnesium, steel, stainless steel, brass, copper, bronze, chromoly, nickel alloys, and other metals. It is the preferred process to weld bike frames and door handles, among other manufacturing products.
How does MIG welding work?
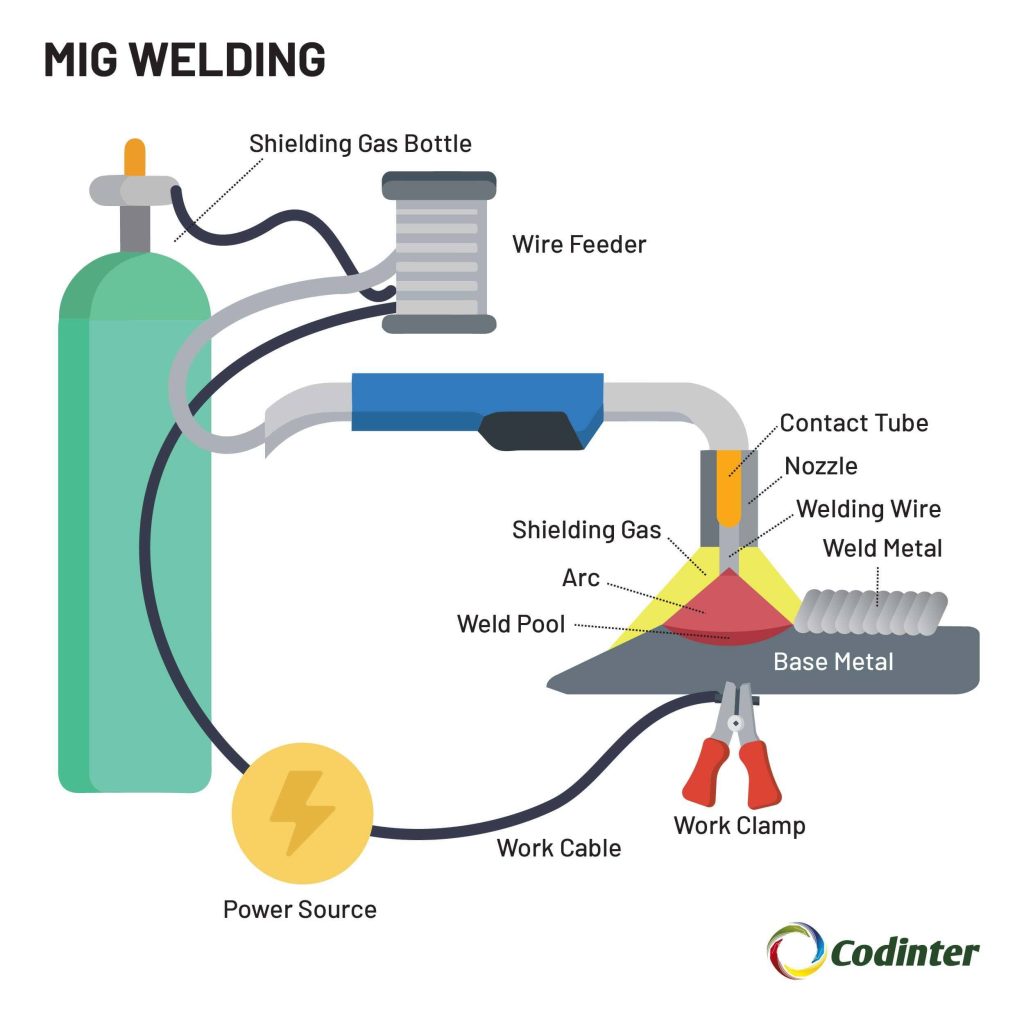
MIG stands for Metal Inert Gas and is a welding process also known as GMAW (Gas Metal Arc Welding) or MAG (Metal Active Gas). This type of welding process uses a continuous solid wire that serves as an electrode and filler metal to produce the weld, by delivering the current to the welding arc.
A gun (or spool gun, in case of some applications) is used to feed both the electrode and the shielding gas into the welding puddle. Since the wire electrode is also the filler metal, the speed on which is fed (Wire Feed Speed or WFS) is a key parameter in MIG welding.
Another key aspect of MIG welding is the shielding gas. The most common configuration is a blend of Argon (75%) and CO2 (25%) because it increases the deep weld penetration and reduces the porosity on the bead.
MIG welding is the preferred process to use in welding automation. If you want to dig deeper into this, check our article “MIG welding: A complete guide”.
Advantages of the MIG welding process
Productivity: Since the wire (filler metal) is fed continuously to the workpiece, there is no need to stop constantly, but the welder can execute long beads. Also, having minimum splatter, the operators won’t need to spend much time cleaning the workpiece. This produces more welds in less time.
Easy to learn: Due to the simplicity of the MIG welding process, an operator can get the hang of it in a few hours. This is especially important when replacing an operator in a manufacturing plant.
Cleanliness: There is no entrapment of slag in the weld puddle and the spatter is lower than in other processes, like STICK. Also, since there is a shielding gas protecting the weld, the loss of alloying elements is minor.
Versatility: Various metals like aluminum, copper, magnesium, iron, nickel, stainless steel, and mild steel, and their alloys can be welded with MIG. Even if welding dissimilar metals, MIG can be used. For this reason, is used for hobbyists the same as for industries.
Ready for automation: Since MIG is applied with a continuous wire, and many of the parameters can be set up once and for all, it is the ideal welding process for semi and full automation. Actually, it is heavily used for manufacturing.
TIG vs. MIG: Similarities
These 2 welding processes are not meant to be similar, but still, there are a few things in common, which are the need for an electric arc to weld the pieces, the use of shielding gas, and the possible use only in conductive metals. Let’s take a further look into these similarities.
Arc welding
Both TIG and MIG require an electric arc to heat the metal surfaces to be welded. The heat generated from the electrical current melts the workpiece and/or the filler metals, which will become a solid joint after cooling.
Use of a shielding gas
In order to protect the welding puddle from pollution, both MIG and TIG require a shielding gas. This protective gas gets into the welding puddle through the torch (TIG) or gun (MIG).
Use in conductive metals
All metals are capable of conducting electricity, but not all of them do it with the same efficiency. So, in this point what we are stating is that both TIG and MIG are ideal to weld the most conductive metals. The contrary of this is resistivity, which is the ability to resist electrical movement. For metals with higher resistivity is employed resistance welding.
TIG vs. MIG: Differences
Clearly, 2 different welding processes will have a number of differences. Regarding our topic at this time, TIG vs MIG, the differences are the type of shielding gas, the aesthetics, the weldable metals, the learning curve, the application speed, the weld strength, the cost, and others. Let’s review each one of them.
Use of a shielding gas
Though both MIG and TIG use a shielding gas, the difference is that in TIG this is usually Argon, or a mix of Argon and CO2, while in MIG the variety is wider.
The most common gases used in MIG welding are Argon, Helium, Carbon Dioxide, and Oxygen, or a mix among these. The shielding gas will be chosen based on the base material, productivity goals, etc.
Aesthetics
TIG welding beads are clean and neat like no other among all welding processes. There is no spatter produced during the welding. That is the reason why is used for ornamental and artistic productions.
MIG welding beads, on the contrary, can produce slag and spatter. This can be worsened if the speed is too high and the gas mix is not appropriate.
Weldable metals
At this point, we have 2 factors to take into account: The metal to be welded and the thickness of the workpiece. Regarding the metal to be welded, MIG works fine with most of them, but TIG has a wider range of weldable metals, including brass and bronze.
Now, about the thickness, MIG can be used to weld thicker materials, while TIG excels at thinner gauge materials. We could say at this point that these 2 processes are a complement of each other.
Learning curve
TIG welding requires a lot of expertise to be finely executed. Both hands are used for TIG, a pedal is used to increase or decrease the amperage, and a lot of focus is needed so the operator to create the welding beam. For some welders, this can mean months of training.
MIG welding, on the other hand, is more like a plug-and-play process. Since the wire feeder is dispensed through the same welding gun, what is needed is to set amperage and wire feeder speed, which in many machines can be auto-set. So, most welders in just a few hours can master MIG welding.
Application speed
Since TIG is such a detailed welding process, inevitably is slow. It is possible to use robots for TIG welding, but most of what is welded with this process are manual. So, the application speed is low.
Now, the gas flow and deposition rates show clearly that MIG is a fast welding process. This speed is even more enhanced with the use of welding carriages or welding robots, like the ones available for manufacturing.
Weld strength
Some experts might debate this, but the majority agrees that TIG produces stronger and more quality welding beads. This is especially true in thin metals, where TIG shines over MIG.
The reason behind this is that TIG welding produces an arc focused and narrow that penetrates the metal better than MIG. Also, since TIG is cleaner than MIG and visually contains fewer pores, is considered stronger.
The truth is that TIG welding requires the direct attention of an operator, who spends the needed time on every inch of the workpiece, while MIG since is more focused on production, tries to go as fast as possible. Also, since in TIG, the operator has direct control over the heat output, the weld can be stronger without burning through the workpiece.
Weld cost
Time is money, and since TIG is a slower process than MIG, it is also more expensive. Not only that, but TIG also has lower deposition rates, which means that the cost of a TIG welding bead is higher than the same welded using MIG.
Besides that, the MIG equipment, accessories, and parts are less expensive and easier to find that their TIG counterparts. A major cost to consider is the staff. Due to its complexity, the operators needed for TIG are more expensive than the ones needed for MIG.
If you are a hobbyist, these considerations about costs might not be quite important for you, but when we are talking about mass manufacturing, this particular difference might be the cornerstone to define what welding process to use between MIG and TIG.
Other differences
Equipment: Some multiprocess welding machines can weld both MIG and TIG, but anyway the accessories needed, like the torch (TIG) or gun (MIG) are different. The consumables vary as well.
Environmentally friendly: TIG is a welding process considered clean. If the workpiece is properly cleaned, it produces no fumes or gases. So, it is more environmentally friendly than MIG, which indeed produces fumes and sparks on a regular basis. Some of these fumes and gases can be harmful to our health.
Technique: The TIG technique is very complex and requires that the electrode never gets in contact with the workpiece or the filler metal, while the MIG technique is simpler and basically consists of filling the joint with the melted wire.
Some subtle differences between TIG and MIG
The amperage used
TIG uses a lower amperage compared to MIG, but in a more punctual and concentrated way, but with the aggravating factor of lower speed, which in some cases where we work with very thin thicknesses can lead to deformities.
For the same base material conditions, the MIG process ends up needing more energy to be able to melt both the filler material, which in this case is the electrode itself and the base material to be joined. This means that it has a higher working speed, but with an equally high thermal input.
There are techniques and solutions that aim to reduce this thermal input, making the part to be welded suffer less from this effect. One of these techniques is the pulsed spray arc mode for the MIG process. This mode produces a weld with high penetration power for thermal input.
In the same line of thought, we can use the pulsed mode in the TIG process, which when well parameterized helps in the considerable reduction of the thermal input in the HAZ of the part to be welded.
The visibility of the welding puddle
Weld puddle and arc visibility is better in TIG welding compared to MIG welding. TIG welding uses a tungsten electrode to produce the arc, and the weld is visible through the clear shielding gas that surrounds the area being welded. In contrast, MIG welding uses a continuous wire feed, which can obscure the view of the weld puddle and arc.
The precision of the weld
Reducing the welding speed implies not only control and finishing, but also the energy needed to make the weld bead, so we may not be able to achieve good penetration. The decrease in speed can also generate a bead with an aspect unwanted.
We are able to achieve better control of the welding puddle by using other technologies within the MIG process. Equipment with pulsed arc technology greatly improves the appearance of the bead. Another way would be the adoption of special gas mixtures, and the use of flux-cored wires and/or a combination of these technologies. However, the arc control we achieve with TIG will still be better. On the other hand, the MIG process will be faster, which generates greater productivity.
Primary applications for TIG welding
The main reasons why to choose TIG welding for your applications are the following:
- The welding appearance is important
- The metals to be welded are thin
- Your weld beam is short
- You require precision and accuracy in your welding
- You need extra strength in your weld beams
- The type of project you are working on focuses more on quality than quantity, so you can spend more time welding
- The materials you are going to weld work better or only can be welded with TIG, like some exotic metals (TIG can weld even gold)
- You are required by construction codes to use TIG welding in the joints, which is usually the case in the pharmaceutical and food industries
- The industry you are a part of requires TIG welding for its processes (i.e. Automotive or Aerospace industries)
- You have highly skilled staff who works better with TIG welding
Let’s see a couple of examples to understand better when to use TIG welding.
TIG is usually the welding process to choose from in bicycle manufacturing plants. This is because the workpieces (bike frames) are made out of aluminum (in most cases) and they are very thin. Also, the welds can be clearly seen, so it is quite important to look good. As a matter of fact, the quality of the bikes produced in any plant can be measured based on the appearance of the welds.
Another example can be seen in metal sculptures. When an artist is dealing with metal, to create his masterpiece, TIG is the welding process of choice. That allows the artist to use even the welds as part of his art. So, the weld beams are not only something to put together the metal pieces but something to admire as well.
Primary applications for MIG welding
The main reasons why to choose MIG welding for your applications are the following:
- The welding appearance is not that important
- The metals to be welded are thick, like pipes or railway tracks
- You need to weld continuously for long periods of time, most likely in big workpieces. The continuous filler metal feed can help you to weld continuously for long periods of time
- The positions to weld are difficult, maybe for a reduced worksite or hard-to-reach areas in the workpiece. Since with MIG, only one hand is needed, the other can help you to gain some balance
- You need to focus on production rather than on aesthetics
- You are welding in a workshop or you have some screens to protect the shielding gas when MIG welding
- You want a welding process smoother than STICK, but cannot afford to spend the time that TIG requires
- The materials you are going to weld are ideal for MIG, like cast iron
- You want to use welding automation, like installing a robot to weld furniture
- Your operators are not very skilled in welding. MIG is a simpler welding process to learn and apply
Let’s see a couple of examples to understand better when to use MIG welding.
MIG is the common welding process of choice in heavy production sites, like furniture manufacturing plants. In many cases, they use robots to weld big workpieces that are held by a clamping device or JIG. Once the robot finishes the weld beam, the JIG puts the workpiece in another area of the cell. An operator can replace the welded piece for another to be welded. While the robot is welding the operator checks on the quality of the welded piece. He is also in charge of keeping the wire supply at all times.
In construction MIG welding is also heavily used. In many cases, the operators are required to carry portable MIG welding machines to tackle jobs all around the construction site. The new technology Arc Reach, from Miller, allows the operator to set the welding parameters in the wire feeder or use a remote control, instead of going back and forth between the machine and the specific area where a welded beam is needed. This saves time and increases the amount of weld beams a single operator can do in a day. In these cases, production is more important than aesthetics, because most of these welds are going to be covered with walls.
TIG vs. MIG: What welding process is ideal for you?
You are the only one who can answer this question. We have given you 10 reasons why to choose TIG and other 10 reasons why to choose MIG as your chosen welding process. A couple of examples on TIG and MIG complete the whole picture.
Whether you are looking for an answer for a single project or for a long-term solution to your manufacturing plant, we are here to help you. Feel free to reach out to us anytime.