
Probably, STICK welding is the process most widely used worldwide. The reason behind this might be its simplicity, portability, and good deposition rates. It is often considered the most basic and easiest form of welding.
Nevertheless, not everyone likes this process. Some people consider that with so many other options nowadays, using STICK welding might be like going back in time. So, let’s dig deeper into what STICK is and what can still be used for.
What does STICK mean?
STICK is the common name for Shielded Metal Arc Welding (SMAW). It is also known as manual metal arc welding or flux-shielded arc welding. Is a type of welding process that uses a consumable electrode coated in flux to join metals. It is one of the oldest and most versatile welding processes and is commonly used in construction, maintenance, and repair work. Since it is very easy to learn, is the first welding process for most welders.
In STICK welding, an electric current is passed through the electrode, which melts the metal and the flux coating. The flux coating vaporizes and creates a protective gas shield around the weld, preventing atmospheric contamination and helping to create a stronger weld.
The STICK welding process is known for its versatility, as it can be used on a variety of metals, including steel, stainless steel, cast iron, and aluminum. It is also a portable process, as it does not require an external shielding gas, making it suitable for use in remote locations or in situations where a gas supply is not available.
However, STICK welding does have some disadvantages. The process produces slag, which must be removed after welding, and the electrode, which is about 14 inches long, must be frequently replaced as it is consumed during the welding process.
Overall, STICK welding is a useful and versatile welding process that is commonly used in a variety of industries and applications.
The history of STICK welding
The development of the STICK welding process cannot be attributed to only one person. The inventor Sir Humphry Davy developed the short pulsed electric arc in 1800. Just a couple of years later, Vasily Petrov would discover the continuous electric arc.
Another step in this process was given by Auguste de Méritens, who patented a carbon arc torch in 1881. Later, in 1887, Nikolay Benardos and Stanisław Olszewski were awarded a U.S. patent for developed carbon arc welding, by means of a very basic electrode holder. The next year Nikolay Slavyanov would invent the consumable electrode.
In the early days of STICK welding, the electrodes were made from iron wire that was dipped in clay or lime to create a flux coating. The flux coating helped to protect the weld from atmospheric contamination and also acted as a stabilizer for the welding arc.
All these steps led to the arc welding method introduced by C. L. Coffin in 1890, which is the basis for today’s STICK or SMAW welding. The process was first developed in the United States in the 1920s and was initially used to weld pipes and ships. In the 1930s, the use of cellulose-based flux coatings was introduced, which allowed for faster welding speeds and deeper penetration.
During World War II, STICK welding became an essential part of the war effort, as it was used to build and repair ships, tanks, and other military equipment. The process continued to evolve in the post-war years, with new electrode coatings and welding machines being developed to improve welding quality and productivity. For example, In the 1950s, manufacturers added the iron powder to the flux coating, in order to increase the welding speed.
Today, STICK welding remains a popular and widely used welding process, particularly in industries such as construction, shipbuilding, and pipeline welding. While the process has undergone many changes over the years, the basic principles of STICK welding have remained the same, making it a tried and tested method for joining metals.
How does STICK welding work?
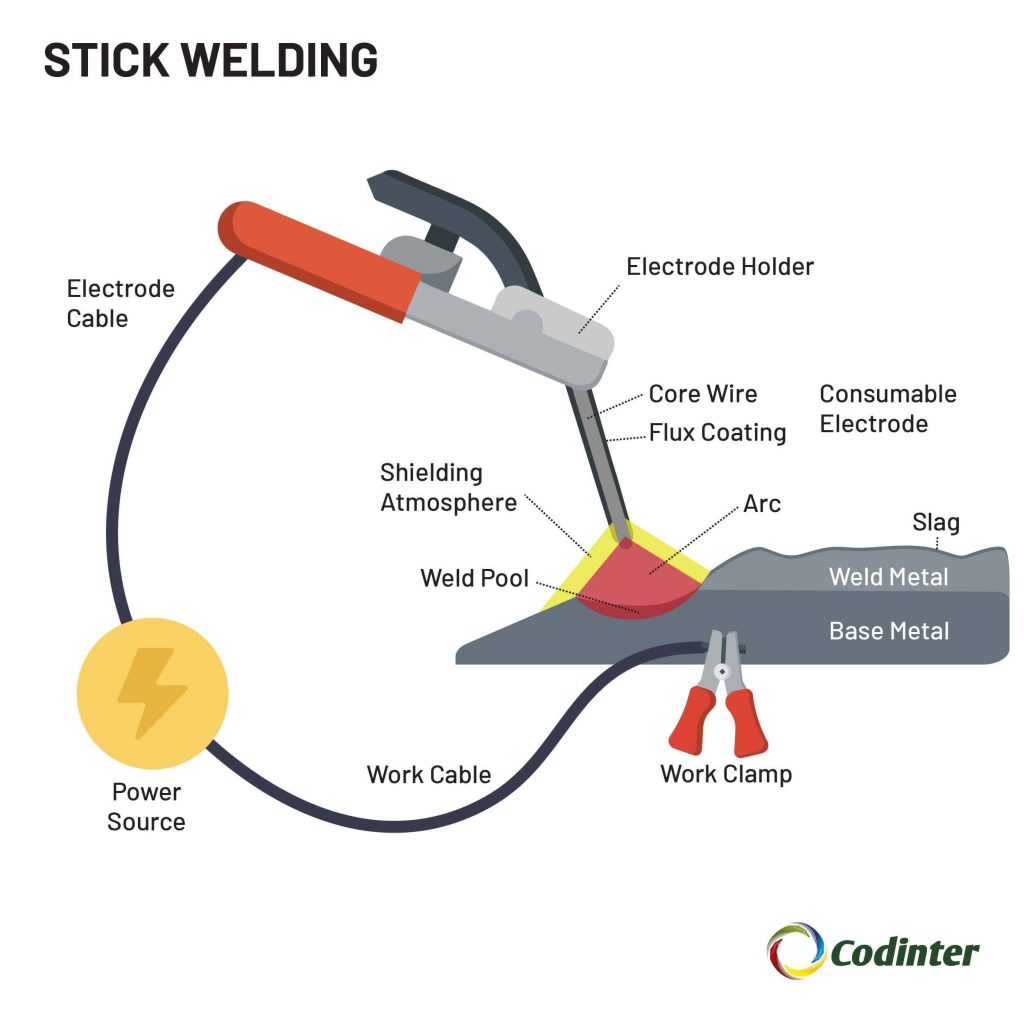
STICK Welding is a process that uses a flux-coated electrode to form the weld. Here are the basic steps and concepts of how STICK welding works:
Preparing the materials: Before welding, the base metal must be cleaned and prepared for welding, to ensure good adhesion. This involves removing any rust, oil, or other contaminants that could interfere with the welding process.
Setting up the equipment: The welding equipment includes a power source, electrode holder, ground clamp, and welding cables. The electrode holder is attached to one end of the welding cable, while the ground clamp is attached to the other end.
Selecting the electrode: The electrode used in STICK welding is coated in a flux that provides a shield around the weld, protecting it from atmospheric contamination. The type of electrode used depends on the type of metal being welded, the thickness of the material, the type of joint, the welding position, and other factors.
Practice good safety habits: Always wear personal protective equipment, such as gloves, helmets, and safety glasses, to protect yourself from arc flash, sparks, and fumes. Additionally, keep a fire extinguisher nearby and follow proper welding ventilation procedures to avoid exposure to harmful welding fumes.
Striking the arc: To start welding, the electrode is struck against the base metal, creating an electrical arc. This arc passes through and melts the electrode and the base metal, forming a pool of molten metal that solidifies to create the weld.
Properly handle the electrode: Hold the electrode perpendicular to the base metal to prevent sticking and ensure good arc stability. Use the right hand to hold the electrode and guide it along the joint, and the left hand to grab the work table.
Maintaining the arc: Once the arc has been struck, the welder must maintain the proper arc length and angle to produce a strong and consistent weld. A stable arc is critical to prevent sticking or excessive spatter. The ideal arc length is typically 1/8″ to 3/16″ for most applications. The flux coating around it creates a cloud of gases that shields the welding puddle and prevents it from pollution.
Control the welding speed: Stick welding requires a slower welding speed compared to other welding processes to ensure good fusion and penetration. The welding speed should be adjusted based on the electrode size, amperage, and base metal thickness.
Adding the filler metal: As the electrode melts, it creates a filler metal that is used to reinforce the weld. The welder must control the rate at which the filler metal is added to produce a strong and consistent weld. The gas cloud covers the welding puddle and, as it cools, turns into slag which must be chipped off after welding is completed.
Maintain a consistent angle: The electrode should be held at a consistent angle relative to the base metal throughout the welding process. The angle depends on the welding position, joint type, and electrode size.
Monitor the welding parameters: Monitor the welding parameters, such as amperage, voltage, and travel speed, to ensure consistent quality and avoid defects such as undercuts, porosity, or incomplete fusion.
Removing slag: As the weld cools, a layer of slag forms over the weld. The welder must remove this slag using a chipping hammer or wire brush to reveal the finished weld.
Advantages of STICK welding
Many industries use STICK welding regularly, because of its many advantages. Here are some of them:
Versatility: it can be used to weld a variety of metals, including steel, stainless steel, cast iron, and aluminum. This makes it a versatile welding process that can be used in many different applications.
Portability: it is a portable process, as it does not require an external shielding gas. This makes it suitable for use in remote locations or in situations where a gas supply is not available.
Cost-effective: it is a relatively inexpensive welding process, as it requires minimal equipment and materials. This makes it an affordable option for many applications.
Easy to learn: it is a simple and straightforward process that is easy to learn. This makes it a good choice for beginner welders or for those who need to perform occasional welding tasks.
Deep penetration: it produces a deep and strong weld that penetrates deep into the base metal. This makes it ideal for welding thick materials or for welding in areas where access is limited.
Ability to weld in windy conditions: it can be performed in windy or outdoor conditions, as the electrode coating creates a shield around the weld, protecting it from atmospheric contamination.
Overall, STICK welding is a versatile and cost-effective welding process that can be used in many different applications. Its many advantages make it a popular choice for welders in many industries.
Disadvantages of STICK welding
While STICK welding has several advantages, there are also some disadvantages that should be considered. These disadvantages may make it less suitable for certain applications. It is important to consider these factors when choosing a welding process for a particular job. Here are some of the disadvantages of STICK welding:
Limited speed: it is generally slower than other welding processes, such as MIG welding or TIG welding. This can make it less efficient for large or complex welding jobs.
Limited precision: it is a relatively imprecise welding process compared to TIG or MIG welding, as the welder cannot see the weld pool through the thick flux coating on the electrode.
Slag and spatter: it produces slag and spatter, which must be removed after welding. This can be time-consuming and can slow down the welding process.
Frequent electrode changes: it requires frequent electrode changes, as the electrode is consumed during the welding process. This can be inconvenient and can add to the overall cost of the welding job.
Electrode storage: the electrodes must be stored properly to prevent moisture and other contaminants from damaging the flux coating. Improper storage can lead to poor welding performance and may require the use of new electrodes.
High operator skill required: While STICK welding is a relatively easy process to learn, it requires a high level of skill and experience to produce high-quality welds consistently.
Techniques to apply STICK welding
There are a few techniques that can be used to apply STICK welding effectively. These techniques are designed to improve the quality and consistency of the weld, as well as to address specific challenges that may arise during the welding process. The specific technique to use will depend on the welding application, the type of joint being welded, and the skill level of the welder. Here are some of the most commonly used techniques:
Tapping
Tapping is a technique used to control the amount of molten metal deposited on the base metal. This is done by tapping the electrode lightly against the base metal, which causes small droplets of molten metal to fall onto the surface. Tapping can be used to create a smooth, uniform weld bead and to prevent the formation of a crater at the end of the weld.
Weaving
Weaving is a technique used to create a wider weld bead and to distribute heat evenly across the joint. This is done by moving the electrode in a back-and-forth motion across the joint while maintaining a consistent arc length. Weaving can be used to fill gaps in the joint and to create a more structurally sound weld.
Dragging
Dragging is a technique used to weld in a horizontal or flat position. This is done by dragging the electrode along the joint in a straight line, with the electrode pointed in the direction of the weld. Dragging can be used to create a consistent, smooth weld bead with minimal spatter.
Pushing
Pushing is a technique used to weld in a vertical or overhead position. This is done by pushing the electrode along the joint in a straight line, with the electrode pointed away from the weld. Pushing can be used to create a strong, consistent weld with minimal spatter.
Circular motion
A circular motion can be used to create a wider, smoother weld bead. This is done by moving the electrode in a circular motion while maintaining a consistent arc length. Circular motion can be used to fill gaps in the joint and to create a more aesthetically pleasing weld.
What are the main uses for STICK welding?
STICK welding is a versatile welding process that can be used in a wide range of applications, which makes it a popular choice for welders in many industries. Here are some of these uses:
Construction: it is commonly used in construction for welding steel beams, columns, and other structural components.
Pipeline welding: it is often used to weld pipelines that transport oil, gas, and other fluids. This is because the process is portable and can be performed in remote locations.
Maintenance and repair: it is frequently used for maintenance and repair work, such as repairing heavy equipment, machinery, and industrial parts.
Shipbuilding: it is widely used in shipbuilding for welding steel plates, frames, and other components.
Fabrication: it is often used for fabrication work, such as welding metal frames, gates, fences, and other metal structures.
Welding thick materials: it is particularly well-suited for welding thick materials, as it produces a deep and strong weld that penetrates deep into the base metal.
Why STICK welding is so widely used?
We have already explained the advantages of STICK welding, which are clear reasons why this process is so widely used. Nevertheless, there are more general reasons, beyond the process itself, to use STICK welding. Let us review them now.
Low cost: the equipment is relatively inexpensive compared to other welding processes, making it a cost-effective choice for many applications.
Durability: STICK welding produces a weld that is resistant to cracks, corrosion, and other types of damage, making it ideal for heavy-duty applications.
Accessibility: STICK welding equipment and electrodes are widely available, making it easy to obtain the necessary materials and equipment for welding.
Especially, its ability to produce strong and durable welds makes it ideal for heavy-duty applications.
The most common STICK electrodes
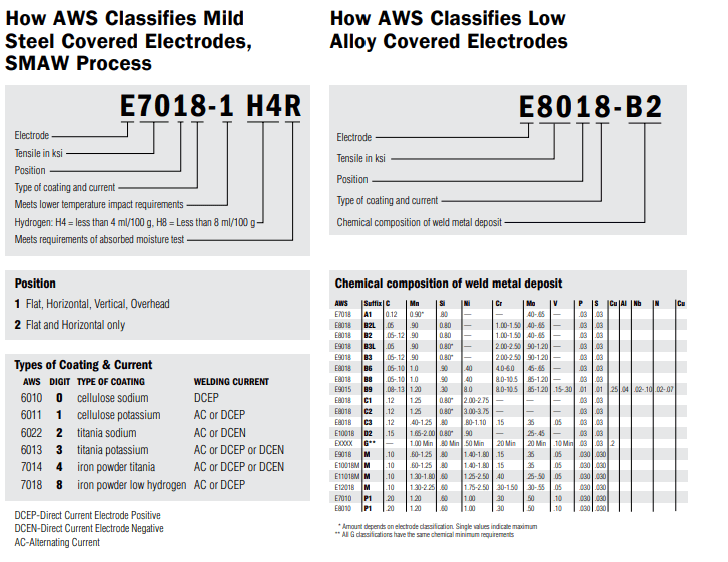
The American Welding Society has created a classification system to identify electrodes. In most cases, it contains a letter and 4 figures, but sometimes it could include more numbers. Let’s explain that by using as an example the 2 most common electrodes out there: E6010 and E7018.
E: Stands for Electrode. Pretty straightforward.
The first 2 figures (sometimes 3 figures): The tensile strength in thousands of pounds per square inch (ksi) of deposed metal. Tensile strength refers to the resistance of the material against forces trying to pull it apart. In our examples, E6010 means a tensile strength of 60 ksi, while E7018 achieves a tensile strength of 70 ksi.
The 3rd figure (sometimes the 4th): Refers to the position of the weld. One out of three possibilities: 1 means that is possible to weld in all positions, 2 means that is possible only to weld in flat and horizontal positions, and 3 means that is only possible to weld in a flat position. In our examples, both E6010 and E7018 have a 1 in this position, meaning that both are ok to weld in any position.
The 4th figure (sometimes the 5ft): Refers to the type of electrode coating and the type of power supply used (whether alternating or direct current, straight or reverse polarity). In our example, for E6010, the 0 would indicate that the coating is composed o cellulose sodium and that the welding current is DCEP. In the case of electrode E7018, the 8 would indicate that the coating is composed of iron powder with low hydrogen and that the current could be AC or DCEP.
Let’s see some features of each one of these widely used electrodes.
E6010
The E6010 is a versatile and widely used electrode that is known for its deep penetration and high arc stability. It is commonly used in the construction, pipeline, and structural steel industries. These are some of its main features:
Polarity: The E6010 electrode is designed to be used with direct current (DC) with either reverse polarity (DCEN) or straight polarity (DCEP). It can also be used with alternating current (AC) in certain situations.
Coating: The E6010 electrode has a cellulose-based coating that produces a highly penetrating arc, making it suitable for welding through rust, scale, and other contaminants. The coating also creates a protective gas shield that prevents contamination of the weld pool.
Diameter: The E6010 electrode is available in various diameters, typically ranging from 1/16″ to 5/32″. The diameter of the electrode affects the amperage and the depth of penetration.
Joint type: The E6010 electrode is suitable for welding on various joint types, including butt joints, lap joints, and fillet joints.
Base metal: The E6010 electrode is typically used to weld carbon steel and low alloy steels, although it can also be used for welding some stainless steels.
Welding position: The E6010 electrode can be used in all welding positions, including flat, horizontal, vertical, and overhead.
Arc stability: The E6010 electrode produces a stable arc that is easy to control, making it suitable for welding in challenging conditions.
Penetration: The E6010 electrode produces a deep penetration, which can be useful when welding thicker materials or when a strong, reliable weld is required.
E7018
The E7018 is also a versatile and widely used electrode that is known for its smooth, high-quality welds and low hydrogen content. It is commonly used in the construction, pipeline, and structural steel industries. These are some of its main features:
Polarity: The E7018 electrode is designed to be used with direct current (DC) with either reverse polarity (DCEN) or straight polarity (DCEP). It can also be used with alternating current (AC) in certain situations.
Coating: The E7018 electrode has a low hydrogen coating that produces a smooth, high-quality weld with minimal spatter. The coating also creates a protective gas shield that prevents contamination of the weld pool.
Diameter: The E7018 electrode is available in various diameters, typically ranging from 1/16″ to 5/32″. The diameter of the electrode affects the amperage and the depth of penetration.
Joint type: The E7018 electrode is suitable for welding on various joint types, including butt joints, lap joints, and fillet joints.
Base metal: The E7018 electrode is typically used to weld carbon steel and low alloy steels, although it can also be used for welding some stainless steels.
Welding position: The E7018 electrode can be used in all welding positions, including flat, horizontal, vertical, and overhead.
Arc stability: The E7018 electrode produces a stable arc that is easy to control, making it suitable for welding in challenging conditions.
Penetration: The E7018 electrode produces a medium to deep penetration, which can be useful when welding thicker materials or when a strong, reliable weld is required.
Low hydrogen content: The low hydrogen content of the E7018 electrode makes it less prone to hydrogen-induced cracking in the weld, which can be a common problem with other types of electrodes.
The welding positions
The welding positions for STICK are based on the orientation of the weld joint relative to the welder, and the direction of welding. The four primary stick welding positions are
Flat Position (1G): In the flat position, the weld joint is horizontal, and the welder can move the electrode back and forth along the joint. This position is the easiest to weld and typically produces the least amount of spatter.
Horizontal Position (2G): In the horizontal position, the weld joint is oriented vertically, and the welder moves the electrode from side to side. This position is more challenging than the flat position because gravity can cause the molten metal to sag or drip.
Vertical Position (3G): In the vertical position, the weld joint is oriented vertically, and the welder moves the electrode up and down. This position is one of the more challenging positions because gravity can cause the molten metal to flow out of the joint.
Overhead Position (4G): In the overhead position, the weld joint is oriented upside down, and the welder moves the electrode up and down. This position is the most challenging position because the welder must hold the electrode above their head, and gravity can cause the molten metal to fall or drip.
Besides these, there are other less common welding positions, like 5G and 6G.
Problems related to STICK welding
Like any welding process, STICK welding can also present some challenges and problems. Here are some of the main problems related to STICK welding:
Porosity: Porosity occurs when gas bubbles become trapped in the weld metal, leading to voids or holes in the weld. Porosity can be caused by several factors, such as moisture in the electrode or base metal, poor welding technique, or incorrect welding parameters.
Cracking: Cracking can occur in the weld metal, heat-affected zone, or base metal due to a variety of factors, such as excessive heat input, rapid cooling, or hydrogen-induced cracking.
Undercutting: Undercutting occurs when the weld metal melts into the base metal, creating a groove along the weld joint. Undercutting can weaken the weld joint and make it more susceptible to cracking.
Incomplete fusion: Incomplete fusion occurs when the weld metal fails to fuse with the base metal, leading to a weak and incomplete weld. This can be caused by factors such as insufficient heat input, incorrect welding technique, or improper joint preparation.
Slag inclusion: Slag inclusion occurs when slag becomes trapped in the weld metal, leading to weak and defective welds. This can be caused by factors such as incorrect electrode angle, excessive slag buildup, or insufficient slag removal.
Electrode sticking: Electrode sticking occurs when the electrode becomes stuck to the base metal, preventing the welder from moving the electrode. This can be caused by factors such as improper electrode angle, incorrect amperage settings, or improper welding technique.
To avoid these problems, it is important to use the correct welding technique, select the appropriate welding parameters, prepare the joint properly, and use high-quality welding equipment and consumables. Additionally, proper training and experience in STICK welding can help welders to identify and address these problems before they occur.
The newest STICK welding equipment available
Miller, the manufacturer of welding equipment, has recently launched an updated version of a STICK machine: CST-282.
Designed for welding pipe and plate in the construction industry, the CST-282 is a compact, 35-pound, goes-anywhere welder that delivers 280 amps of superior Stick and TIG performance with Auto-Line™ Technology to utilize nearly any source of primary power in the workplace.

Some of the key features of the CST-282
Welds STICK/TIG: Superior stick arc performance with settings specifically designed for XX10 and XX18 electrodes and a stiff and soft setting for each. Whether welding pipe or in the flat there is a setting for each application.
Auto-Line™ Technology: Work in more places with Auto-Line technology which automatically calibrates the power source to operate properly when connected to any primary input voltage ranging from 208-575 volts, single- or three-phase, 50 or 60 Hz — with no manual linking required.
Portable: Weighing only 34.6 pounds, the CST 282 is easily moved around a workplace for increased operator comfort and safety. It is 7 pounds (20%) lighter than the previous CST model.
Universal Connector System: New Miller-exclusive universal output connector system can be used with either Tweco- or Dinse-style connectors. Welders can convert the machine from one connector style to another — without having to take the machine apart or deal with adapters.
Simple & Accurate Interface: Digital meter and push-button controls for more precise settings when presetting or monitoring welding amperage.
Lift-Arc™: It provides arc starting that minimizes contamination of the electrode without the use of high-frequency.
Adaptive Hot Start™: Automatically makes starting stick electrodes easy without creating an inclusion.
Voltage Reducing Device: VRD technology reduces output voltage when the operator isn’t welding, lowering the potential hazard from inadvertent contact with the electrode during non-welding pauses.
Get help from experts
If you have defined that STICK is the welding process you need, we can help you to get started. We have decades of helping companies with their welding needs. Let us know what your circumstances are and we can recommend equipment, accessories, and consumables for your workshop.



This Post Has 3 Comments
Hey,
benefited from reading your STICK welding work blog, and hope to learn more in the future, thanks for sharing your experience.
You’re absolutely right, and I appreciate your insightful additions to the discussion about stick welding
Anyone, from inexperienced welders to those with years of experience, can find something helpful in the information that is both well-organized and educational. With the assistance of visuals, the process of welding can be comprehended more comprehensively.